СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕОРИИ И ТЕХНОЛОГИИ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Математическое моделирование формоизменения заготовки в процессах МИОМ
Математическое моделирование электромеханических процессов при магнитно-импульсной обработки металлов
Математическая модель электродинамических процессов в одновитковом индукторе
Построение численной модели для задачи электродинамики
Многовитковый индуктор и установка
Выводы по разделу
Выбор геометрических размеров спирали индуктора-концентратора
Выводы по разделу
Температурные режимы функционирования спирали индуктора
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Разработка технологического процесса сборки изделия «трубка-фланец»
Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ»
Навигация
Выводы по разделу
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
132892
знака
115
таблиц
214
изображений
3.4 Выводы по разделу
1. Показано, что наиболее эффективным индуктором для обжима является индуктор-концентратор, использование которого при одной и той же энергии заряда позволяет увеличить в 3- 4раза деформацию заготовки по сравнению с одновитковым и четырехвитковым цилиндрическим индуктором.
2. Разработана методика проектирования геометрии спирали индуктора–концентратора. Показано, что геометрия спирали существенно зависит от диаметра заготовки.
3. Показано, что энергоемкость процесса при обжиме стальной заготовки четырехвитковым цилиндрическим индуктором возрастает в 1,3 – 1,5раза, а при использовании одновиткового индуктора в 2 - 3раза, по сравнению с индуктором-концентратором. При обжиме алюминиевой заготовки четырехвитковым цилиндрическим индуктором энергоемкость процесса возрастает в 1,8 – 2 раза, одновитковым она увеличивается в 12 – 15 раз, по сравнению с индуктором-концентратором.
4. Влияние собственной частоты установки на процесс обжима как стальной, так и алюминиевой заготовки наиболее сильно проявляется при больших значениях диаметров заготовки. При этом с изменением частоты от 5 до 115 кГц энергоемкость процесса для одновиткового индуктора увеличивается в 10 - 11 раз, для цилиндрического в 9 - 9,5 раз, а для индуктора-концентратора в 8,5 - 9 раз.
5. Установлено, что при обжиме стальной заготовки энергозатраты возрастают в 2 - 2,5раза по сравнению с алюминиевой заготовкой.
4. ИССЛЕДОВАНИЕ СИЛОВЫХ И ТЕМПЕРАТУРНЫХ УСЛОВИЙ ФУНКЦИОНИРОВАНИЯ СПИРАЛЕЙ ИНДУКТОРОВ ДЛЯ ОБЖИМА
В разделе 3 была проведена оценка энергоемкости процесса обжима в зависимости от диаметра, толщины обжимаемой заготовки, собственной частоты установки. При этом не рассматривались силовые и температурные воздействия на спираль индуктора, которые являются определяющими факторами его стойкости.
Ниже приведены результаты исследования зависимостей максимальных силовых и температурных воздействий на спираль индуктора от тех же факторов при постоянной степени деформации заготовки.
4.1 Силовые характеристики процесса обжима
Представляет интерес установить максимальную величину пондеромоторных сил, возникающих при деформировании заготовки до постоянной степени деформации, в зависимости от геометрических размеров и материала заготовки, а также параметров магнитно-импульсной установки. Максимальное значение пондеромотрных сил будет соответствовать моменту максимума тока протекающего в индукторе и очевидно, что эта величина будет определять значение максимальных напряжений возникающих в спирали индуктора и тем самым определять его стойкость.
Численные эксперименты проводились при тех же значениях уровней факторов и интервалов их варьирования согласно (табл. 3.2 - 3.3) и той же матрицы планирования эксперимента приведенной в табл. 3.4.
С учетом рассчитанных коэффициентов уравнения регрессии, устанавливающих зависимости максимальной пондеромоторной силы от диаметра и толщины заготовки и собственной частоты установки имеют вид:
- максимальная пондеромоторная сила, возникающая при обжиме стальной заготовки:
а) одновитковым индуктором
![]()
б) четырехвитковым цилиндрическим индуктором

в) индуктором-концентратром

- максимальная пондеромоторная сила возникающая при обжиме алюминиевой заготовки:
а) одновитковым индуктором
![]()
б) четырехвитковым цилиндрическим индуктором
![]()
в) индуктором-концентратром
![]()
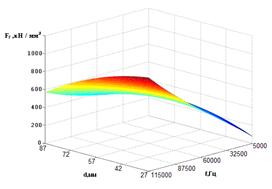
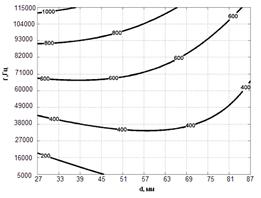
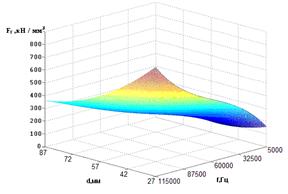
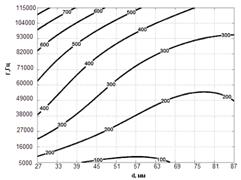
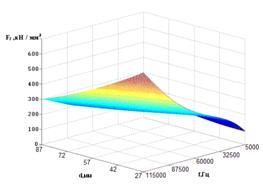
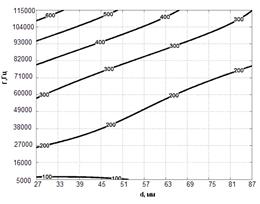
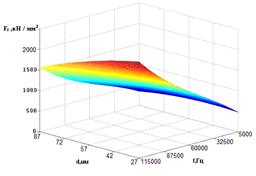
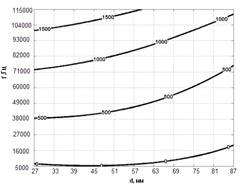
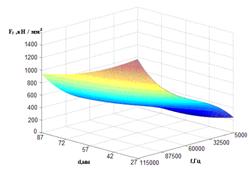
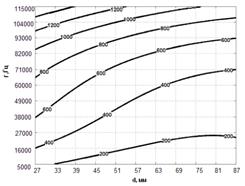
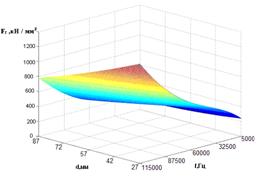
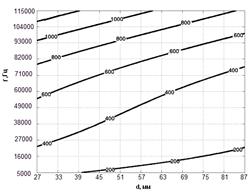
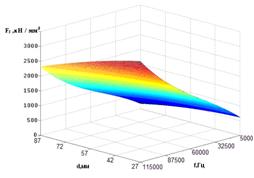
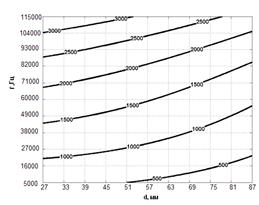
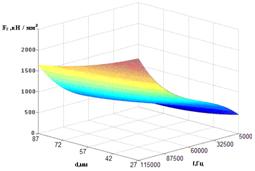
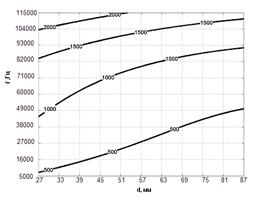
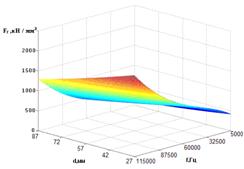
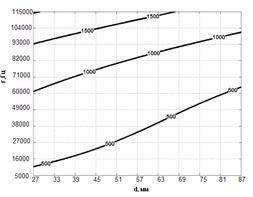
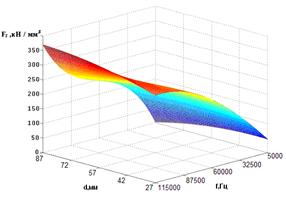
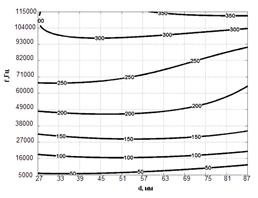
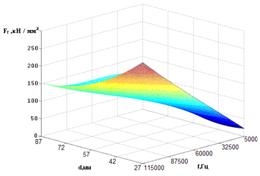
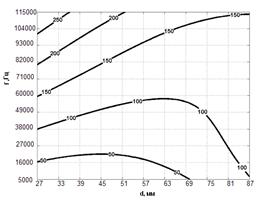
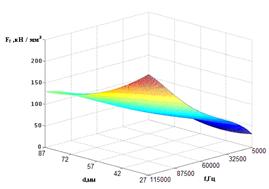
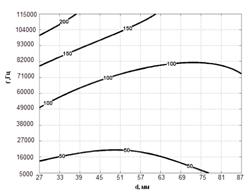
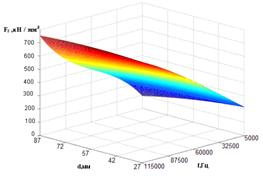
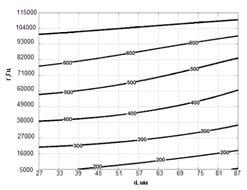
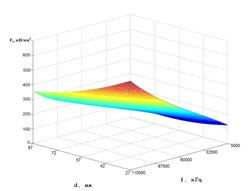
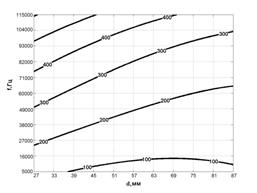
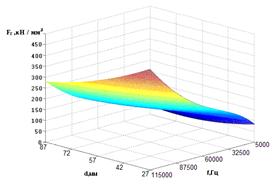
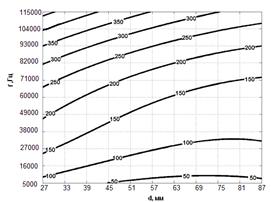
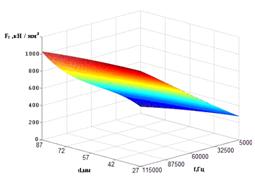
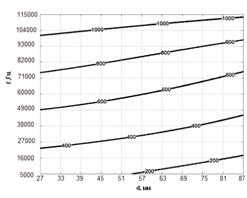
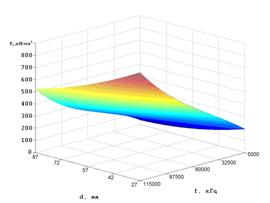
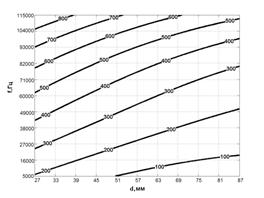
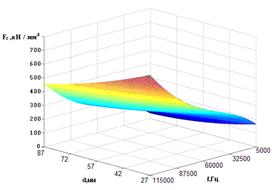
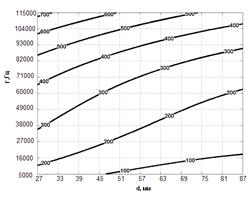
На графиках показаны поверхности отклика и их сечения, отражающие зависимость максимальной пондеромоторной силы от диаметра и толщины заготовки, собственной частоты установки, для стальной (рис. 4.1 - 4.3) и алюминиевой (рис. 4.4 - 4.6) заготовок.
|
|
а
|
|
|
Б
|
|
|
в
Рис.4.1. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра стальной заготовки толщиной 0,6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
а
|
|
|
б
|
|
|
в
Рис.4.2. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра стальной заготовки толщиной 1,2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
а
|
|
|
б
|
|
|
в
Рис.4.3. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра стальной заготовки толщиной 1,8мм при обжиме индуктором: а - одновитковым; б –четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.4. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 0,6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
| |
в
Рис.4.5. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1,2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.6. Зависимость максимальной пондеромоторной силы Fr от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1,8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
Анализ полученных результатов показал, что наименьшее значение максимальных пондеромоторных сил при обжиме как стальной, так и алюминиевой заготовки во всем диапазоне изменения факторов возникает при использовании индуктора-концентратора. Так при обжиме стальной и алюминиевой заготовки максимальная радиальная пондеромоторная сила на четырехвитковом цилиндрическом индукторе на 15 - 20% и на одновитковом индукторе на 60 - 70% выше, по сравнению с индуктором-концентратором.
На максимальную величину максимальной пондеромоторной силы, возникающую при обжиме как стальной, так и алюминиевой заготовки для всех типов индукторов наибольшее влияние оказывает собственная частота установки. С её ростом максимальная пондеромоторная сила возрастает. В диапазоне от 5 до 115 кГц при обжиме одновитковым индуктором максимальная пондеромоторная сила возрастает в 9 раз, четырехвитковым цилиндрическим индуктором радиальная пондеромоторная сила возрастает в 8раз, а индуктором-концентратором в 7 раз.
При обжиме стальной заготовки для всех типов индукторов с ростом диаметра значение максимальной пондеромоторной силы уменьшается. А при обжиме алюминиевой заготовки влияние диаметра на значение максимальной пондеромоторной силы существенно зависит от типа индуктора. Для одновиткового индуктора увеличение диаметра не оказывает влияние на максимальную пондеромоторную силу, а для четырехвиткового цилиндрического индуктора и индуктора-концентратора с ростом диаметра значение максимальной пондеромоторной силы уменьшается. И это явление наиболее сильно проявляется для толщин заготовки 1,2 мм и 1,8 мм.
С ростом толщины обжимаемой заготовки значения максимальной пондеромоторной силы возрастают по линейному закону, как для стальной, так и для алюминиевой заготовки.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев