СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕОРИИ И ТЕХНОЛОГИИ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Математическое моделирование формоизменения заготовки в процессах МИОМ
Математическое моделирование электромеханических процессов при магнитно-импульсной обработки металлов
Математическая модель электродинамических процессов в одновитковом индукторе
Построение численной модели для задачи электродинамики
Многовитковый индуктор и установка
Выводы по разделу
Выбор геометрических размеров спирали индуктора-концентратора
Выводы по разделу
Температурные режимы функционирования спирали индуктора
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Разработка технологического процесса сборки изделия «трубка-фланец»
Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ»
Навигация
Многовитковый индуктор и установка
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
132892
знака
115
таблиц
214
изображений
2.5.2 Многовитковый индуктор и установка
При минимизации функционала невязки (2.29) получили систему уравнений, последующая дискретизация и учет изменения напряжения на батарее конденсаторов приводит к системе линейных дифференциальных уравнений первого порядка с постоянными коэффициентами:
 (2.38)
(2.38)
где 


![]()
![]() - ток в k-м контуре индуктора;
- ток в k-м контуре индуктора; ![]() - сопротивление в j-м контуре;
- сопротивление в j-м контуре; ![]() - напряжение в j-м контуре;
- напряжение в j-м контуре; ![]() - текущее напряжение на конденсаторной батарее; N - количество витков; n - номер витка,
- текущее напряжение на конденсаторной батарее; N - количество витков; n - номер витка,![]() ; k – номер контура; М – число контуров принадлежащих индуктору и заготовке; H - число контуров, принадлежащих индуктору.
; k – номер контура; М – число контуров принадлежащих индуктору и заготовке; H - число контуров, принадлежащих индуктору.
В системе уравнений (2.38) первое уравнение отражает закон электромагнитной индукции с учетом множителей Лагранжа, второе – закон сохранение тока, а третье уравнение - закон изменения напряжения на батарее.
Для решения системы уравнения (2.38) использовался метод Рунге-Кутта 4-го порядка (2.36).
2.5.3 Система «индуктор-заготовка-установка»
Система «установка - индуктор – заготовка» описывалась двухконтурной схемой замещения (рис. 2.3).
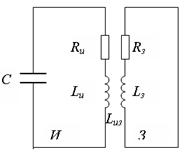
Рис. 2.3. Упрощенная электрическая схема технологической системы МИОМ
Буквами «И» и «З» обозначены соответственно контуры индуктора и заготовки. С - емкость батареи конденсаторов, Rи, Lи, Rз, Lз – сопротивления и собственные индуктивности индуктора и заготовки, Lиз- взаимная индуктивность индуктора и заготовки.
Для учета омического сопротивления установки и ее индуктивности в первое уравнение системы (2.38) введем дополнительные слагаемые, отражающие падение напряжения на токоподводе и дополнительную ЭДС индукции:
 (2.39)
(2.39)
где Rуст- сопротивление установки, Lуст- индуктивность установки.
2.5.4 Вычисления сил и температур
На основе известных токов вычислялись силы и температуры в каждой точке сечения индуктора и заготовки.
Выражение для силы взаимодействия между двумя элементами i и j после дискретизации (2.30) имет вид:
 .
.
Тогда выражение для суммарной силы, действующей на элемент, выглядит следующим образом:
 .
.
а выражение для компонентов плотности силы выглядит следующим образом:
 , (2.40)
, (2.40)
где ![]() -площадь i-го элемента.
-площадь i-го элемента.
Ниже приведены выражения для радиальной и осевой компонент силы, с которой элемент действует сам на себя:

Считалось, что, так как время процесса мало, теплопередача не происходит. Тогда формулы для скорости нагрева и температуры элемента выглядят следующим образом:
 ;
;  .
.
2.5.5 Численное моделирование механических процессов в заготовке
Для решения задачи упруго-пластичности применяется метод упругих решений, заключающийся в сведении нелинейной задачи пластичности к сходящейся последовательности задач упругости.
Меридиональное сечение заготовки разбивалось на треугольные конечные элементы, причем сетки подзадач электродинамики и механики совпадали (рис.2.2). После дискретизации получили систему дифференциальных уравнений, описывающую движение узлов одного элемента, когда он находится в упругом состоянии
![]() , (2.41)
, (2.41)
где M- матрица масс, K-матрица жесткости задачи упругости; ![]() ;
; ![]() - радиальная координата центра масс элемента; F- локальный вектор сил, действующих на элемент,
- радиальная координата центра масс элемента; F- локальный вектор сил, действующих на элемент, ![]() ‑вектор перемещений, B – матрица производных функций формы, D- матрица упругих постоянных.
‑вектор перемещений, B – матрица производных функций формы, D- матрица упругих постоянных.
При построении численной модели использовались основные соотношения теории пластического течения.
1) приращение деформации ![]() на шаге по времени
на шаге по времени ![]() складывается из приращения упругой
складывается из приращения упругой ![]() и пластической
и пластической ![]() деформации:
деформации:
|
| (2.42) |
2) приращение пластической деформации может быть получено по формуле для ассоциированного закона пластического течения:
|
| (2.43) |
В данной задаче в качестве условия текучести принят критерий Мизеса
![]() где
где ![]() ,
,
где ![]() - напряжения в элементе,
- напряжения в элементе, ![]() - предел текучести, Аp - работа пластического формоизменения.
- предел текучести, Аp - работа пластического формоизменения.
Закон Гука в дискретной форме
![]() (2.44)
(2.44)
после выражения упругих деформаций из (2.42) как разности полных и пластических деформаций можно записать следующим образом
 . (2.45)
. (2.45)
Подставляя данное выражение в соотношения МКЭ для упругой задачи, получим
 (2.46)
(2.46)
Учитывая, что ![]() и
и ![]() , упростим выражение (2.39)
, упростим выражение (2.39)
![]() , (2.47)
, (2.47)
где ![]() - приведенная сила, связанная с пластическим формоизменением.
- приведенная сила, связанная с пластическим формоизменением.
Интегрирование системы дифференциальных уравнений (2.47) проводилось методом дискретизации по времени
 (2.48)
(2.48)
где ![]() ,
,![]() - значения перемещения, скорости в начале шага; a - ускорения на текущем шаге [42].
- значения перемещения, скорости в начале шага; a - ускорения на текущем шаге [42].
После подстановки выражения (2.48) в систему дифференциальных уравнений (2.47) движения получили:
 . (2.49)
. (2.49)
Выражение (2.49) представляет собой систему линейных алгебраических уравнений относительно вектора ускорений. Подставив найденный вектор ускорений на данном шаге в (2.48), получим перемещение и скорость в конце данного шага интегрирования.
Для приращения приведенной силы была получена формула на основе теории пластического течения. Подставив (2.43) в выражение приведенной силы пластического формоизменения, получим
![]() , (2.50)
, (2.50)
где  - вектор частных производных от уравнения поверхности текучести.
- вектор частных производных от уравнения поверхности текучести.
Коэффициент ![]() вычислялся по формуле
вычислялся по формуле
 , (2.51)
, (2.51)
где ![]() - вектор приращений узловых перемещений на данном шаге,
- вектор приращений узловых перемещений на данном шаге,  - касательный модуль пластичности.
- касательный модуль пластичности.
Соотношения (2.51) можно получить следующим образом. Найдем полное приращение выражения ![]() , используя дифференциал
, используя дифференциал
![]() . (2.52)
. (2.52)
Когда материал находится в пластическом состоянии выполняется условие текучести, а соответственно выражение (2.52) должно тождественно равняться нулю.
![]() (2.53)
(2.53)
С учетом того, что ![]() - приращение работы пластической деформации, преобразуем равенство (2.53)
- приращение работы пластической деформации, преобразуем равенство (2.53)
![]() . (2.54)
. (2.54)
Подставим в (2.54) выражение пластических деформаций через ассоциированный закон течения
![]() . (2.55)
. (2.55)
Запишем (2.55) в приращениях
![]() (2.56)
(2.56)
и подставим выражение приращения пластической деформации через ассоциированный закон течения
![]() .(2.57)
.(2.57)
Подставляя (2.57) в (2.55) и проводя ряд преобразований, получаем (2.44).
Для численного решения задачи необходимо применять итерационную процедуру. Ниже приведен ее алгоритм
1) вычислить вектор внешних сил, используя решение задачи электродинамики;
2) взять вектор приведенной силы пластического формоизменения (2.50) с предыдущего шага и вычислить приращение вектора узловых перемещений ![]() по формулам (2.48) и (2.49);
по формулам (2.48) и (2.49);
3) используя значения приращения вектора узловых перемещений, вычислить ![]() по формуле (2.51);
по формуле (2.51);
4) откорректировать вектор приведенной силы пластического формоизменения, используя новое значение ![]() ;
;
5) вычислить уточненное приращение вектора узловых перемещений ![]() по формулам (2.48) и (2.49);
по формулам (2.48) и (2.49);
6) оценить погрешность, сравнив приращение перемещений на данном шаге с полученными ранее на предыдущей итерации или (для первой итерации) на шаге 2. Если погрешность превышает заданное значение, перейти к шагу 3.
7) Откорректировать значение предела текучести с учетом упрочнения.
8) Если не достигнут конец временного отрезка решения задачи, сделать новый шаг по времени и перейти к шагу 1.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев