СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕОРИИ И ТЕХНОЛОГИИ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Математическое моделирование формоизменения заготовки в процессах МИОМ
Математическое моделирование электромеханических процессов при магнитно-импульсной обработки металлов
Математическая модель электродинамических процессов в одновитковом индукторе
Построение численной модели для задачи электродинамики
Многовитковый индуктор и установка
Выводы по разделу
Выбор геометрических размеров спирали индуктора-концентратора
Выводы по разделу
Температурные режимы функционирования спирали индуктора
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Разработка технологического процесса сборки изделия «трубка-фланец»
Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ»
Навигация
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
132892
знака
115
таблиц
214
изображений
5.3 Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Рассмотрим влияние геометрических размеров заготовки, а также параметров магнитно-импульсной установки на величину, ![]() характеризующую изменение степени деформации при обжиме трубчатой заготовки при неодновременном включении блоков конденсаторных батарей.
характеризующую изменение степени деформации при обжиме трубчатой заготовки при неодновременном включении блоков конденсаторных батарей.
Величина изменения степени деформации ![]() , определялась по формуле (5.2)
, определялась по формуле (5.2)
![]() ,% (5.2)
,% (5.2)
где ![]() - степень деформации заготовки при одновременном включении конденсаторных батарей;
- степень деформации заготовки при одновременном включении конденсаторных батарей;
![]() - степень деформации заготовки при неодновременном включении конденсаторных батарей.
- степень деформации заготовки при неодновременном включении конденсаторных батарей.
Моделировался процесс обжима тонкостенных трубчатых заготовок из алюминиевого сплава АМГ2М.
Предварительный анализ показал, что толщина обжимаемой заготовки не влияет на величину, характеризую изменения степени деформации ![]() , поэтому в качестве входных факторов, были выбраны: диаметр заготовки – D; собственная частота установки – f.
, поэтому в качестве входных факторов, были выбраны: диаметр заготовки – D; собственная частота установки – f.
Задача сводится к построению вторичной математической модели зависимости ![]() от перечисленных выше факторов.
от перечисленных выше факторов.
Предварительный анализ показал, что для описания зависимостей необходимо использовать полиномиальную модель четвертого порядка (4.3):
 (5.3)
(5.3)
где y – значение выходного параметра (функции отклика);
b0, bi, bii, bij – коэффициенты регрессии;
xi, xj – кодированные значения входных параметров.
Были найдены уровни факторов и интервалы варьирования по диаметрам заготовок и значениям собственным частотам установок, которые приведены в табл 4.2 и 4.3.
Необходимые расчеты по определению коэффициентов регрессии были выполнены по программе R_2_14.exe, разработанной на кафедре МПФ ТулГУ.
С учетом рассчитанных коэффициентов уравнения регрессии, устанавливающие зависимости величины, характеризующей изменение степени деформации от диаметра заготовки и собственной частоты установки, примут вид:
- величина ![]() при обжиме заготовки одновитковым индуктором:
при обжиме заготовки одновитковым индуктором:

- величина ![]() при обжиме заготовки четырехвитковым цилиндрическим индуктором:
при обжиме заготовки четырехвитковым цилиндрическим индуктором:

- величина ![]() при обжиме заготовки индуктором-концентратором:
при обжиме заготовки индуктором-концентратором:

На рис. 5.6 - 5.8 показаны поверхности и их сечения, отражающие зависимость величины, ![]() характеризующей изменения степени деформации от диаметра и собственной частоты установок.
характеризующей изменения степени деформации от диаметра и собственной частоты установок.
Анализ приведенных результатов показал, что во всем диапазоне изменения факторов возможно за счет неодновременного включения конденсаторных батарей увеличить степень деформации заготовки при тех же энергетических затратах для индукторов всех типов. Причем эффективность неодновременного разряда конденсаторных батарей увеличивается с уменьшением собственной частоты установки и с увеличением диаметра обрабатываемой заготовки.
При этом для одновиткового индуктора уменьшение частоты разрядного тока с 115кГц до 15 кГц степень деформации заготовки увеличивается на 30%.
В случае обжима заготовки цилиндрическим индуктором наиболее эффективна данная процедура в диапазоне частот 15 – 40 кГц и диаметров 57 – 87 мм, при этом степень деформации заготовки увеличиться более чем на 50%.
При обжиме индуктором-концентратором уменьшение частоты разрядного тока ведет к увеличению степени деформации на 35%.
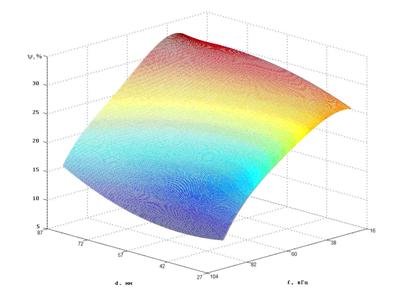
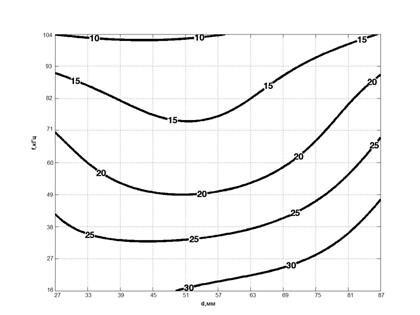
Рис.5.6. Зависимость ![]() от собственной частоты установки и от диаметра заготовки при обжиме одновитковым индуктором
от собственной частоты установки и от диаметра заготовки при обжиме одновитковым индуктором
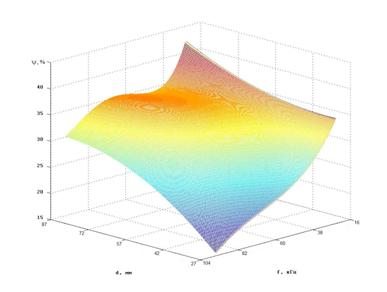
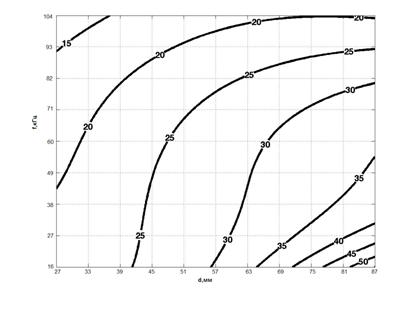
Рис.5.7. Зависимость ![]() от собственной частоты установки и от диаметра заготовки при обжиме четырехвитковым цилиндрическим индуктором
от собственной частоты установки и от диаметра заготовки при обжиме четырехвитковым цилиндрическим индуктором
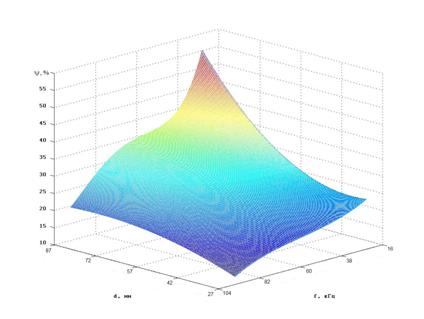
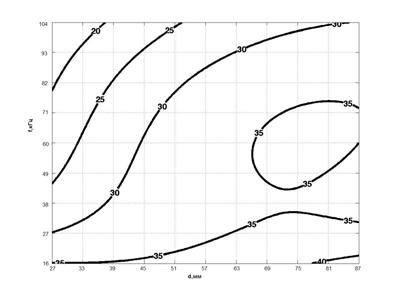
Рис.5.8. Зависимость ![]() от собственной частоты установки и от диаметра заготовки при обжиме индуктором-концентратором
от собственной частоты установки и от диаметра заготовки при обжиме индуктором-концентратором
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев