СОВРЕМЕННОЕ СОСТОЯНИЕ ТЕОРИИ И ТЕХНОЛОГИИ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Математическое моделирование формоизменения заготовки в процессах МИОМ
Математическое моделирование электромеханических процессов при магнитно-импульсной обработки металлов
Математическая модель электродинамических процессов в одновитковом индукторе
Построение численной модели для задачи электродинамики
Многовитковый индуктор и установка
Выводы по разделу
Выбор геометрических размеров спирали индуктора-концентратора
Выводы по разделу
Температурные режимы функционирования спирали индуктора
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Математическая модель функционирования установки при неодновременном включении блоков конденсаторных батарей
Влияние факторов на эффективность процесса обжима заготовки при неодновременном включении конденсаторных батарей
Разработка технологического процесса сборки изделия «трубка-фланец»
Отработаны технологические режимы сборки изготовлений «трубка-фланец» и «баллон», которые были внедрены в опытные производства ОАО «ТНИТИ»
Навигация
Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
Повышение эффективности процессов обжима трубчатых заготовок давлением импульсного магнитного поля
132892
знака
115
таблиц
214
изображений
4.2.2 Температура спирали индуктора в момент окончания разряда магнитно-импульсной установки
С учетом рассчитанных коэффициентов уравнения регрессии, устанавливающие зависимости температуры, в момент окончания разряда магнитно-импульсной установки от диаметра и толщины заготовки и собственной частоты установки, примут вид:
- температура Т, возникающая в процессе обжима стальной заготовки:
а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратором
- температура Т, возникающая в процессе обжима алюминиевой заготовки:
а) одновитковым индуктором
б) четырехвитковым цилиндрическим индуктором
в) индуктором-концентратором
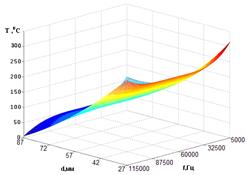
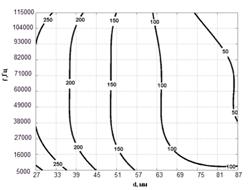
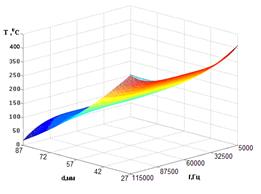
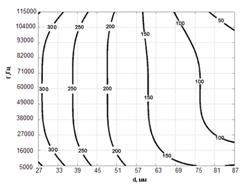
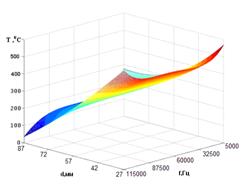
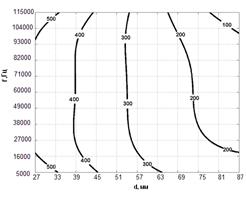
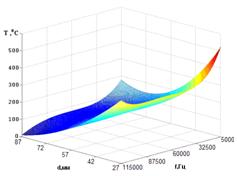
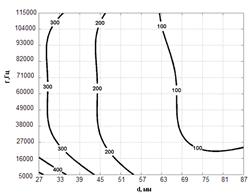
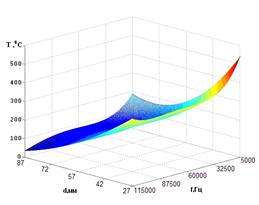
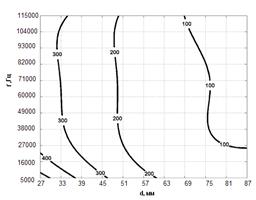
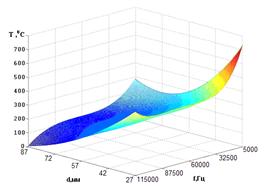
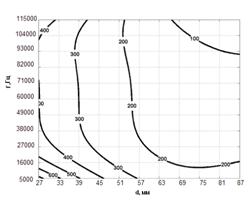
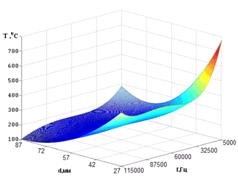
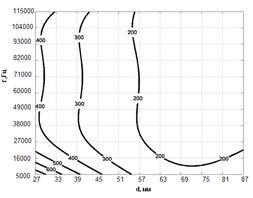
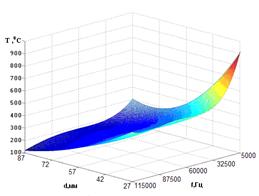
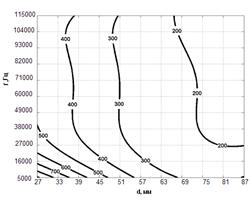
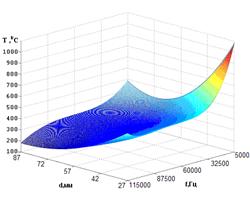
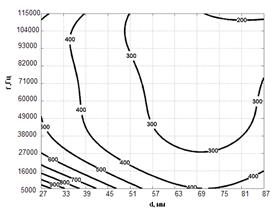
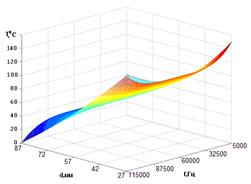
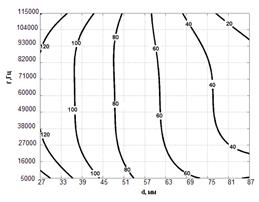
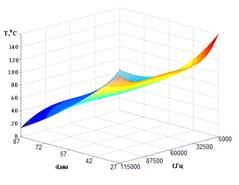
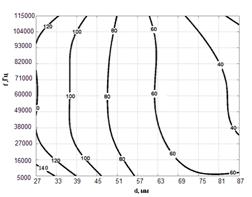
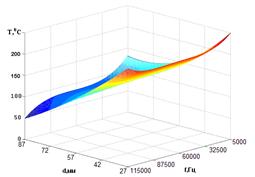
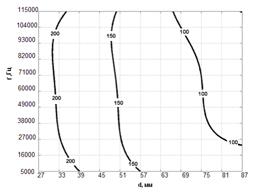
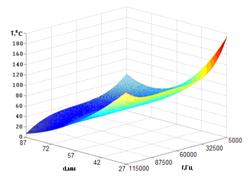
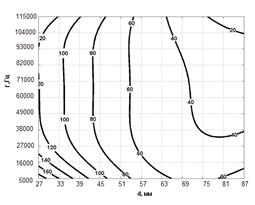
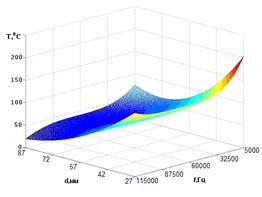
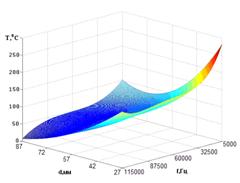
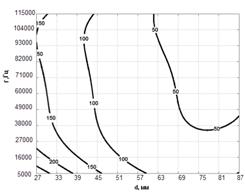
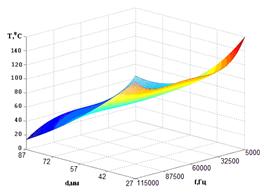
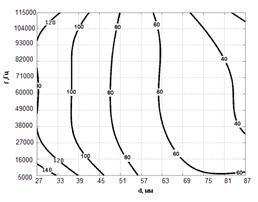
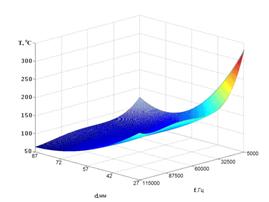
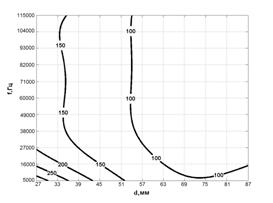
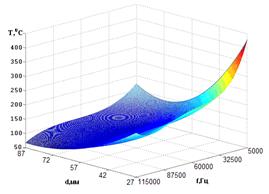
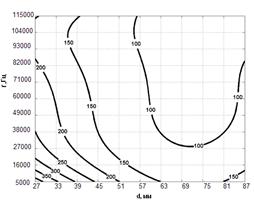
На графиках показаны поверхности и их сечения, отражающие зависимость температур в момент окончания разряда магнитно-импульсной установки Т от диаметра и толщины заготовки, собственной частоты установки, для стальной (рис. 4.13 - 4.15) и алюминиевой заготовок (рис. 4.16 - 4.18) .
Анализ полученных результатов показал, что наибольшие значения температур в момент окончания разряда магнитно-импульсной установки при обжиме как стальной, так и алюминиевой заготовки во всем диапазоне изменения факторов возникают при использовании индуктора-концентратора. При этом значения температур при обжиме стальной заготовки в 3раза больше, чем при обжиме алюминиевой.
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.13. Зависимость температур Т от собственной частоты установки и от диаметра стальной заготовки толщиной 0,6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.14. Зависимость температур Т от собственной частоты установки и от диаметра стальной заготовки толщиной 1,2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.15. Зависимость температур Т от собственной частоты установки и от диаметра стальной заготовки толщиной 1,8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.16. Зависимость температур Т от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 0,6мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|

б
|
|
|
в
Рис.4.17. Зависимость температур Т от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1,2мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
|
|
|
а
|
|
|
б
|
|
|
в
Рис.4.18. Зависимость температур Т от собственной частоты установки и от диаметра алюминиевой заготовки толщиной 1,8мм при обжиме индуктором: а - одновитковым; б – четырехвитковым цилиндрическим; в – индуктором-концентратором
Наиболее сильное влияние собственной частоты установки и диаметра заготовки на температуру индуктора при обжиме стальной заготовки с толщиной 1,2 мм - 1,8 мм в диапазоне частот от 49 до 5 кГц и диаметров от 30 мм до 45 мм. При чем это влияние наиболее сильно проявляется с увеличением толщины обрабатываемой заготовки. А при обжиме заготовки толщиной 0,6 мм влияние на температуру оказывает только диаметр. С увеличением которого значения температуры уменьшаются.
Влияние формы спирали индуктора на температуру наблюдается при обжиме стальной заготовки толщиной 1,2 и 1,8мм. Так для индуктора-концентратора температура в 1,5 - 1,8 раза выше, чем температура спирали в одновитковом и четырехвитковом цилиндрическом индукторе.
С увеличением толщины обрабатываемой заготовки температура увеличивается по линейному закону. Влияние диаметра на конечную температуру спирали индуктора при обжиме стальной заготовки толщиной 1,2 - 1,8мм аналогично влиянию его на температуру в момент максимального значения импульсного тока.
Аналогичная картина наблюдается при обжиме алюминиевой заготовки, но при значительно меньших значениях температур.
4.3 Выводы по разделу
1. Установлено, что наименьшее значение пондеромоторных сил при обжиме как стальной, так и алюминиевой заготовки во всем диапазоне изменения факторов возникает при использовании индуктора-концентратора. Так при обжиме стальной и алюминиевой заготовки максимальная радиальная пондеромоторная сила на четырехвитковом цилиндрическом индукторе на 15 - 20% и на одновитковом индукторе на 60 - 70% выше, по сравнению с четырехвитковым индуктором-концентратором.
2. Наибольшие значения температур, как при обжиме стальной, так и алюминиевой заготовки имеют место в индукторе-концентраторе. Так для индуктора-концентратора температура в 1,5 - 1,8 раза выше, чем температура спирали в одновитковом и четырехвитковом цилиндрическом индукторе.
3. При обжиме алюминиевой заготовки температуры, возникающие в спирали индуктора от 2 до 5 раз ниже, чем при обжиме стальной заготовки не зависимо от формы спирали индуктора.
4. С уменьшением диаметра и увеличением толщины обрабатываемой заготовки температуры, возникающие в спирали индуктора увеличиваются независимо от её формы.
5. ИСПОЛЬЗОВАНИЕ МНОГОБЛОЧНЫХ МАГНИТНО-ИМПУЛЬСНЫХ УСТАНОВКОК ДЛЯ ИНТЕНСИФИКАЦИИ ПРОЦЕССОВ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ
В настоящее время наметилась тенденция создания магнитно-импульсных установок модульного типа. Каждый модуль, которых представляет собой блок из параллельно подключенных конденсаторов, которые через разрядник соединяются с общей шиной магнитно-импульсной установки, подключенной к индуктору. Такая конструкция установки позволяет варьировать количеством модулей, изменять энергоемкость установки в довольно широких пределах.
Одной из характерных конструктивных особенностей такого типа установок является то, что в их электрическую схему вводится система синхронизации разряда всех модулей установки. Таким образом, изначально принималось, что одновременный разряд всех блоков конденсаторных батарей является наиболее эффективным с точки зрения достижения максимальных степеней деформации заготовки. Однако, ниже на базе разработанной математической модели функционирования системы «установка-индуктор-заготовка» (где в качестве установки рассматривается установка модульного типа) показано, что одновременный разряд всех блоков конденсаторов не является наиболее эффективным вариантом обработки.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев