АНАЛИТИЧЕСКАЯ ЧАСТЬ
Анализ требуемого оборудования
Обзор кривошипных листоштамповочных прессов
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Выбор материала изделия и сортамента листового материала
Расчет технологического усилия штамповки по переходам
Расчет штучной нормы времени
Описание конструкции штампов
Расчет исполнительных размеров разделительных пуансонов и матриц
Расчет стойкости штампов
Выводы
Организация производства на участке
БИЗНЕС-ПЛАН ПРОЕКТА
План маркетинга
Определение точки безубыточности
ОХРАНА ТРУДА НА УЧАСТКЕ
Анализ вредных и опасных факторов листоштамповочных цехов
Расчет уровня шума на участке
Разработка мероприятий по снижению шума
Обеспечение пожарной безопасности участка
Выводы
Навигация
АНАЛИТИЧЕСКАЯ ЧАСТЬ
Проектирование участка мелкой листовой штамповки
143827
знаков
11
таблиц
34
изображения
1. АНАЛИТИЧЕСКАЯ ЧАСТЬ
1.1 Анализ номенклатуры деталей
Масляный фильтр является составной частью смазочной системы практически любого механизма, в том числе автомобилей, и служит для очистки смазочного материала в процессе смазывания.
Конструкция масляного фильтра представлена на рис. 1.1, номенклатура входящих в конструкцию фильтра деталей представлена на листе 1 графической части проекта. Фильтр сконструирован ООО «РЕГОТМАСС», и отвечает всем нормам и стандартам автопромышленности Российской Федерации.
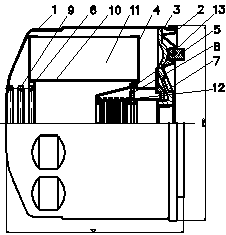
Рис. 1.1. Конструкция масляного фильтра.
Из сборочного чертежа видно, что масляный фильтр содержит следующие типовые детали:
· низкие и средние по высоте детали, которые могут быть получены формовкой или неглубокой вытяжкой (усилитель, скоба, кольцо и крышки).
· высокие детали, требующие глубокой вытяжки (низкий и высокий корпуса фильтра).
· резинотехнические изделия, изготовление которых требует специального оборудования.
· трубка, изготовление которой рациональнее перфорацией.
· непосредственно фильтрующий элемент, изготовленный из картона.
· пружины.
Программа выпуска цеха является основой для разработки цехового маршрутного технологического процесса изготовление деталей, при составлении которого в данном случае рациональнее применять принцип технологического подобия для обеспечения поточности производства, полной загрузки оборудования и хорошей организации производства.
Технологический процесс будем разрабатывать для первой группы деталей (низкие и средние детали). Эта группа деталей характеризуется приблизительно подобной конструкцией, геометрическими размерами, однородностью технологии (операции вырубки, пробивки, формовки, гибки) и приблизительно равной трудоемкостью изготовления.
В качестве детали-представителя выбираем крышку масляного фильтра, типовой технологический процесс будем разрабатывать применительно к данной детали.
На проектируемом участке предполагается изготавливать только металлические детали, включая пружины и трубки с множеством отверстий (позиции 9,10,12). Резиновое кольцо 5 и фильтрующий элемент 11 предполагается заказывать у соответствующих предприятий.
1.2 Анализ вариантов построения технологического процесса
Подходя к вопросу о разработке технологического процесса, следует отметить, что существует несколько возможных вариантов, основанных на следующих достаточно противоречивых требованиях, таких как:
· наименьшее количество и наименьшая трудоемкость операций;
· высокая производительность;
· использование наиболее дешевого материала;
· использование экономичного универсального кузнечно-штамповочного оборудования;
· использование дешевой рабочей силы;
· использование средств механизации и автоматизации;
· безопасность технологического процесса
При разработке технологического процесса необходимо определять: характеристику исходного материала (вид, марка, размеры); размеры заготовок и коэффициент расхода материала; характер и последовательность операций изготовления деталей; тип и характеристики оборудования; производительность оборудования; автоматизацию и механизацию процессов; квалификационный разряд работ; количество рабочих, одновременно работающих на одной операции.
Выбор варианта технологического процесса листовой штамповки зависит от объема выпуска, типа производства, формы и материала изделия, специальных требований, предъявляемых к выпускаемой продукции, и других факторов.
При разработке технологического процесса необходимо просмотреть детали с точки зрения их технологичности. Иногда незначительные изменение конструкции и формы деталей могут существенно упростить технологический процесс, снизить расход металла и трудоемкость их изготовления. Исходя из размеров и формы детали (рис.1.2) предлагается разбить технологический процесс на следующие операции:
Вырубка и пробивка;
Формовка;
Формовка;
Обрезка и пробивка;
Отбортовка.
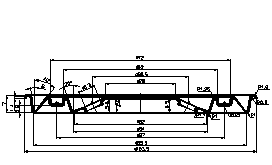
Рис. 1.2. Крышка масляного фильтра.
Существует несколько вариантов построения технологического процесса. Первым вариантом является пооперационная штамповка, т.е. штамповка детали за пять переходов в пяти штампах на универсальных листоштамповочных прессах. Достоинствами данного метода являются относительная простота конструкции и низкая стоимость штампов (по сравнению со штампом последовательного действия), возможность осуществления процесса без каких либо средств автоматизации, а также возможность осуществить весь процесс на универсальном листоштамповочном оборудовании сравнительно небольшого усилия (по сравнению с многопозиционным прессом-автоматом). Соответственно, такой технологический процесс потребует наименьших капитальных затрат, что в современных условиях является одним из главных условий развития того или иного мелкого предприятия. Наряду с этим, нельзя не отметить и присущие подобным процессам недостатки, например, невысокая производительность, вследствие использования малоэффективного ручного труда, отсутствия автоматизации, лишних затрат времени на перемещение заготовок по позициям. Другим существенным недостатком является быстрая утомляемость рабочих и, как следствие, высокая травмоопасность.
Другим вариантом является осуществление всего процесса в штампе последовательного действия, либо на многопозиционном прессе-автомате. Габариты детали в принципе позволяют подойти к процессу с любой из этих позиций. Эти методы позволяют полностью избежать недостатков пооперационной штамповки, благодаря следующим преимуществам /3/:
- полная автоматизация технологического процесса
- устранение межоперационных заделов
- уменьшение количества операций с пяти до одной;
- улучшение коэффициента использования числа ходов пресса до единицы за счет средств автоматизации (возможность работы на непрерывных ходах)
- улучшение условий безопасности штамповщика, т. к. исключено введение рук в рабочую зону штампа
- уменьшение количества операторов (прямая экономия на заработной плате)
С другой стороны, эти процессы обладают своими особенностями. Штамп последовательного действия обладает значительно большими габаритами и сложностью, чем штампы простого действия, а также значительно возрастает потребное усилие штамповки. Соответственно для осуществления такого процесса требуется значительно большего усилия и габаритов пресс, оснащенный подачей, рулонница, приямок для петли, правильное устройство. Все это требует значительных капиталовложений и не под силу начинающему предпринимателю. Такая же ситуация с многопозиционной штамповкой, прессы для которой на порядок дороже универсальных прессов того же усилия.
Таким образом, при сравнительно небольшой годовой программе выпуска, в условиях мелкого и среднего бизнеса наиболее рациональным является начальная организация предприятия на базе нескольких универсальных листоштамповочных прессов. Низкая заработная плата в России позволяет вообще обходиться без каких-либо средств автоматизации на любой стадии производства, а на начальной стадии тем более.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
0 комментариев