АНАЛИТИЧЕСКАЯ ЧАСТЬ
Анализ требуемого оборудования
Обзор кривошипных листоштамповочных прессов
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Выбор материала изделия и сортамента листового материала
Расчет технологического усилия штамповки по переходам
Расчет штучной нормы времени
Описание конструкции штампов
Расчет исполнительных размеров разделительных пуансонов и матриц
Расчет стойкости штампов
Выводы
Организация производства на участке
БИЗНЕС-ПЛАН ПРОЕКТА
План маркетинга
Определение точки безубыточности
ОХРАНА ТРУДА НА УЧАСТКЕ
Анализ вредных и опасных факторов листоштамповочных цехов
Расчет уровня шума на участке
Разработка мероприятий по снижению шума
Обеспечение пожарной безопасности участка
Выводы
Навигация
ОХРАНА ТРУДА НА УЧАСТКЕ
Проектирование участка мелкой листовой штамповки
143827
знаков
11
таблиц
34
изображения
6. ОХРАНА ТРУДА НА УЧАСТКЕ
6.1 Типы защитных устройств предотвращающих травмы рук при работе на прессах
Защитные устройства прессов относятся к частным вспомогательным устройствам (ЧВУ), полная классификация которых приведена на рис.6.1.
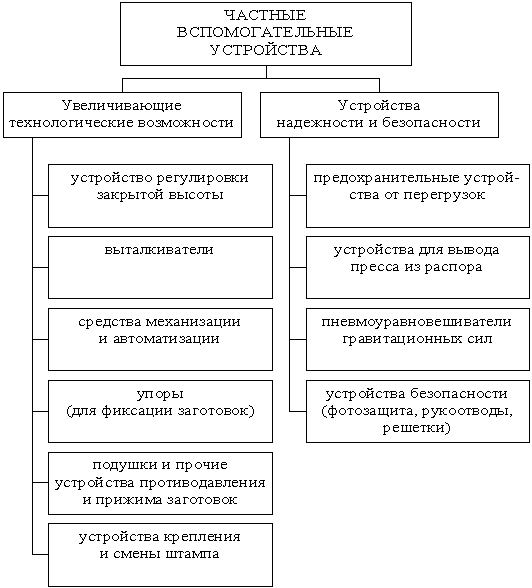
Рис. 6.1. Классификация частных вспомогательных устройств.
Методы обеспечения безопасных условий работы и требования к защитным устройствам:
-безопасные условия работы в зависимости от характера и вида производства (массовое, крупносерийное, мелкосерийное, штучное) могут быть достигнуты: оснащением прессов устройствами для автоматической или механизированной подачи заготовок в штамп и удаления деталей и отходов за пределы рабочего пространства пресса, устраняющими необходимость ввода рук в опасную зону; работой на малых ходах ползуна, исключающий ввод пальцев между пуансоном и матрицей; оснащением прессов защитными устройствами, исключающими нахождение рук в опасной зоне при опускании ползуна; применением штампов, препятствующих попаданию рук в опасную зону.
-наличие на прессе устройств для автоматической или механизированной подачи заготовок в штамп и удаления отходов и деталей не устраняет необходимости закрытия опасной зоны неподвижным ограждением, исключающим доступ в нее рук.
-механизация и автоматизация подачи заготовок и удаления деталей за пределы опасной зоны - наиболее эффективный путь устранения несчастных случаев и улучшения условий труда. Когда механизировать указанные ручные операции невозможно или нецелесообразно, прессы следует оснащать защитными устройствами, предохраняющими прессовщика от травмирования инструментом, опускающимся с ползуном,
По принципу действия и характеру защиты устройства для защиты рук подразделяются на следующие виды:
-устройства, оставляющие штамповое пространство пресса закрытым в течение всего рабочего цикла ползуна- неподвижные ограждения.
-устройства, оставляющие штамповое пространство пресса открытым в течение всего рабочего цикла: рукоотстранители, двуручное включение, фотоэлектронная защита, блокирующие подставки, устанавливаемые возле пресса.
-устройства, оставляющие штамповое пространство пресса открытым в течение безопасной части рабочего цикла и при нахождении ползуна в верхнем крайнем положении, когда пресс выключен, -подвижные ограждения блокирующего действия и автоматические.
Для обеспечения надежной защиты применяемые устройства должны отвечать следующим требованиям:
-исключать попадание рук под опускающийся ползун или удалять руки из под опускающегося ползуна до наступления опасности их травмирования;
-обеспечить защиту при каждом ходе ползуна путем связи защитного устройства с механизмом включения пресса или непосредственно с ползуном;
-исключать возможность травмирования рабочего самим устройством;
-допускать возможность регулирования при изменении величины хода ползуна и закрытой высоты пресса;
-быть простым в изготовлении и доступным для ремонта и осмотра;
-легко приводиться в действие, не вызывать повышенного шума и других факторов, утомляющих рабочего;
-не мешать работе и обозреваемости рабочего пространства пресса;
-не затруднять наладку, ремонт пресса и установку штампов;
-надежно крепиться к прессу, не содержать быстро выходящие из строя части.
При оборудовании прессов защитными устройствами необходимо учитывать характеристику пресса и его конструкцию, условия работы на нем, а также особенности защитного устройства.
Неподвижные ограждения
Неподвижные ограждения предназначены для устранения попадания рук в опасную зону в течение всей работы пресса. Они изготавливаются из:
-листовой стали;
-прозрачной небьющейся несгораемой пластмассы;
-комбинированными из металла и прозрачной пластмассы;
-в виде решетки из металлических прутков.
Формы и размеры неподвижных ограждений должны устранять возможность попадания рук в опасную зону со всех сторон рабочего пространства пресса, в том числе через верхний край ограждения. Максимальная ширина проемов, предусматриваемых в ограждениях для подачи заготовок в штамп, расстояние между прутьями в решетчатых ограждениях, а также ширина смотровых окон в ограждениях из листового металла должны быть такими, чтобы при необходимом расстоянии от ограждения до подвижных частей штампа рабочий не мог достать пальцами до движущихся частей.
Во избежание утомляемости глаз при движении ползуна прутья решетки рекомендуется располагать вертикально. Толщина их должна обеспечить достаточную прочность решетки.
Неподвижные ограждения следует применять для исключения возможности ввода рук в опасную зону:
-при штамповке из полосы, ленты, листа, отдельных заготовок на провал или с применением устройств для удаления деталей из опасной зоны, устраняющих необходимость ввода рук в опасную зону;
-как защитное устройство, закрывающее опасную зону с задней и боковых сторон при наличии на прессе подвижного ограждения или другого защитного устройства;
-для закрытия опасной зоны пресса или штампа при оборудовании прессов устройствами для автоматической или механизированной подачи заготовок в штамп и удаления деталей и отходов за пределы опасной зоны, а также для ограждения механизма этих устройств, если он предоставляет опасность.
К преимуществам неподвижных ограждений относится простота конструкции и независимость защитного действия от исправности пресса и его характеристики. Однако применение неподвижного ограждения как самостоятельного защитного устройства ограничивается, только отдельными операциями штамповки.
На рисунке 6.2 приведена схема универсального неподвижного ограждения для одностоечных прессов (завод «Электросила»), которое можно регулировать в горизонтальном и вертикальном направлениях. Регулирование решетки по вертикали производится перемещением вертикальных тяг 2 в кронштейнах 1, а по горизонтали - перемещением горизонтальных тяг 4 решетки 5 во втулках 3, приваренных к вертикальным тягам. Положение решетки должно быть отрегулировано таким образом, чтобы нижний пруток решетки отстоял от матрицы штампа на 10 мм, либо верхний край нижнего прутка находился на одном уровне с матрицей. В первом случае заготовка в штамп подается под нижним прутком, во втором через промежуток h между нижним и последующим прутком.
Подвижные ограждения
По принципу действия и характеру защиты подвижные ограждения подразделяются на блокирующие и автоматические. Для обеспечения безопасности при каждом ходе ползуна подвижное ограждение должно быть конструктивно связанно с ползуном или сблокировано с механизмом включения пресса.
Блокирующие ограждения связаны с механизмом включения пресса и предупреждают его включение при не полностью закрытой опасной зоне, в частности, при нахождении в ней рук. Такие ограждения приводятся в действие либо от физической силы прессовщика, либо электрическим, пневматическим или другим приводом.
К достоинствам блокирующих ограждений относится невозможность нахождения рук в опасной зоне с начала хода ползуна и такая блокировка с прессом, при которой снятие или выход ограждения из строя исключает работу пресса. Однако блокирующие ограждения не гарантируют защиты при неисправностях механизма пресса и отсутствии или неисправности предохранителя от повторного хода.
Автоматические ограждения предназначены для закрытия опасной зоны при приближении ползуна к опасной части его хода и удаления рук за пределы опасной зоны. Автоматические ограждения конструктивно связаны с ползуном или кривошипным валом, приводящим ограждение в действие независимо от рабочего.
Для подвижных ограждений применяются тот же материал, что и для неподвижных.
Целесообразно, чтобы включение пресса, оснащенного блокирующим ограждением, осуществлялось автоматически после того, как ограждение полностью закроет рабочее пространство пресса. Следует помнить, что блокирующие ограждения сами по себе не могут предотвратить возможность травмирования при внезапном ходе ползуна, вызванном различными неисправностями в системе включения пресса.
Защитные устройства, конструктивно связанные с ползуном и приводимые в действие от ползуна при его перемещении лишены недостатка защитных ограждений блокирующего действия.
При правильном конструировании таких ограждений в соответствии с особенностями пресса руки, находящиеся в опасной зоне при опускании ползуна, принудительно выводятся из опасной зоны прежде, чем наступит их опасность травмирования инструментом, опускающимся вместе с ползуном.
На рисунке 6.3 приведено защитное ограждение для открытых прессов с ходом ползуна 150- 300 мм и числом ходов 20- 75 в минуту. К кронштейнам 1, закрепленным на ползуне пресса с помощью пальцев 3 с чекой присоединены тяги 2. Для регулирования положения тяг на кронштейнах имеются отверстия, защитная решетка 4 в верхнем положении ползуна находится под ползуном почти в горизонтальном положении. При опускании ползуна тяги поворачивают относительно оси 5 рычаг с решеткой и решетка закрывает опасную зону. Полный угол поворота решетки выбран с таким расчетом, чтобы после ее совмещения с плоскостью рамки 6,она повернулась бы еще на некоторый угол. Рамка подвешена шарнирно на кронштейнах 7, закрепленных на станине пресса состоит из двух частей, соединенных между собой муфтой, имеющей на торцах зубчатую насечку для регулирования положения валика рамки относительно штампа. На валик рамки и нижний пруток защитной решетки надеты кольца из губчатой резины.
Если руки рабочего при опускании ползуна пресса находятся в опасной зоне, то они зажимаются между валиком защитной решетки и валиком рамки и принудительно перемещаются из опасной зоны на 250- 280 мм. Следует отметить, что связь защитного ограждения с ползуном, а не с кривошипным валом дает возможность защиты рук штамповщика даже при обрыве шатуна.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
0 комментариев