АНАЛИТИЧЕСКАЯ ЧАСТЬ
Анализ требуемого оборудования
Обзор кривошипных листоштамповочных прессов
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Выбор материала изделия и сортамента листового материала
Расчет технологического усилия штамповки по переходам
Расчет штучной нормы времени
Описание конструкции штампов
Расчет исполнительных размеров разделительных пуансонов и матриц
Расчет стойкости штампов
Выводы
Организация производства на участке
БИЗНЕС-ПЛАН ПРОЕКТА
План маркетинга
Определение точки безубыточности
ОХРАНА ТРУДА НА УЧАСТКЕ
Анализ вредных и опасных факторов листоштамповочных цехов
Расчет уровня шума на участке
Разработка мероприятий по снижению шума
Обеспечение пожарной безопасности участка
Выводы
Навигация
Организация производства на участке
Проектирование участка мелкой листовой штамповки
143827
знаков
11
таблиц
34
изображения
4.3 Организация производства на участке
Организация доставки технологического сырья и оснастки.
Для осуществления технологического процесса необходимо доставить к рабочему месту исходные заготовки (полосы) и установить штамп. Для на заготовительном отделении нарезанные полосы упаковываются (обвязываются) в пачку, после чего мостовым краном доставляются непосредственно к рабочим местам операторов. Смена штампов осуществляется с помощью вспомогательного передвижного стола. По команде оператора кран-штабеллер берет со склада штампов требуемый штамп и ставит его на передвижной загрузочный стол, на котором осуществляется монтаж штампа и верхней адаптерной плиты. Затем штамп заталкивается на пресс. Верхняя и нижняя части штампа крепятся к столу и ползуну пресса. Желательно, по возможности проектировать штампы под одну закрытую высоту, для уменьшения времени переналадки.
Организация складирования готовой продукции.
После установки пакета заготовок и технологической оснастки пресс готов к работе. В процессе штамповки в таре накапливаются готовые изделия, либо заготовки промежуточных операций. Заготовки с помощью электропогрузчика передаются к следующему прессу, а готовые изделия отвозятся на участок сборки. Контроль промежуточных заготовок осуществляется непосредственно около пресса. Собранные фильтры отвозятся на участок окраски, после чего складируются на участке хранения готовой продукции. Готовая продукция хранится на многоярусных стеллажах, обслуживаемых краном-штабелером. Рядом с участком готовой продукции находится участок ОТК и склад контрольных приспособлений. Фильтры проходят контроль и рассортировываются на годные и бракованные. Хранение фильтров осуществляется в специальной металлической таре, унифицированной по своим размерам, что позволяет размещать ее в несколько ярусов.
Организация уборки и переработки отходов.
На рабочем месте в процессе штамповки образуется много отходов металла, в среднем не меньше 30% от общего количества перерабатываемого на участке металла. Поэтому при проектировании цеха должно быть уделено большое влияние вопросом удаления, частичного использования и придания отходам вида, удобного для транспортировки и переплавки в металлургических печах.
Существуют несколько способов уборки и транспортировки отходов:
1. отходы собирают в тару или напольные тележки, расположенные возле прессов.
2. отходы транспортируют тележками в подвальных помещениях под цехом, куда они ссыпаются через люки в перекрытии подвала.
3. отходы собирают и транспортируют ленточными транспортерами, установленными в подвалах под цехом или в траншеях.
4. отходы собирают и транспортируют комбинированным способом, сочетая наземный и подземный сбор и удаления отходов.
Применительно к спроектированному участку предпочтительнее первый способ удаления отходов, в связи с малыми габаритами отходов и непригодностью их для дальнейшего использования.
Организация ремонта технологической оснастки и штампов.
На разработанном участке предусмотрены ремонтные службы, осуществляющие работы по техническому уходу и малый ремонт, которые при необходимости могут осуществить и капитальный ремонт пресса.
Участок ремонта штампов и приспособлений выполняет периодические осмотры и проверки штампов и приспособлений; малый, средний ремонт и капитальный ремонт.
Потребность в основном оборудовании мастерских по ремонту определяем по рекомендациям /4/. Число основных станков при серийном производстве составляет 2 единицы.
Общее число вспомогательного оборудования мастерских составляет 40% от числа основных станков, но не менее трех. В состав вспомогательного оборудования входят: обдирочно-шлифовальные станки, настольное точило, настольно-сверлильные станки, ручные прессы.
В состав участка ремонтных служб входят: площади размещения основного и вспомогательного оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов.
4.4 Проектирование участка
Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта.
Ширина пролета принята равной 24 метра, высота пролета 12 метров. В пролете работает мостовой кран грузоподъемностью Q = 50 т и Q = 5 т. Колонны расположены друг от друга на расстоянии 6 метров.
Участок предлагается загрузить номенклатурой деталей согласно анализу (см. параграф 1.1).
На участке предусмотрено расположение следующего основного и вспомогательного оборудования: 5-ти листоштамповочных прессов ЗИЛ 80 усилием 0.8МН, 2-х открытых гидравлических прессов усилием 0.4МН, одного станка для навивки пружин из прутка диаметром до 10 мм, одного вальцовочного станка для сборки готовых фильтров, одного универсального листогибочного автомата для изготовления сетчатого фильтра, гильотинных ножниц в заготовительном отделении для резки листового материала на полосы. Помимо этого, необходимо предусмотреть место на участке для размещения окрасочного отделения для окраски корпуса масляного фильтра, а также отделение для обслуживания и ремонта оборудования и технологической оснастки, включающее в себя различные машиностроительные станки и приспособления. Суммарная годовая программа выпуска масляных фильтров составляет не менее 300 тыс. деталей.
На данном участке так же предусмотрено расположение вспомогательных помещений, в состав которых входят:
- склад листового материала;
- автоматизированный склад готовой продукции;
- склад штампов и адаптерных плит;
- склад контрольных приспособлений ОТК;
- склад технологической оснастки;
- участок ремонта штампов и оборудования;
- контора рабочих и обслуживающего персонала.
Для обеспечения пожарной безопасности на участке предусмотрен пожарный проезд для спецтранспорта.
Планировка участка представлена на рис. 4.1.
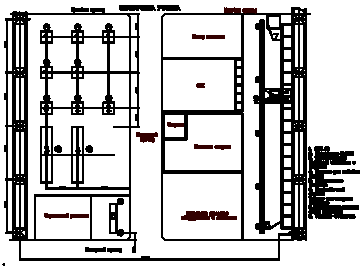
Рис.4.1. Планировка участка.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
0 комментариев