АНАЛИТИЧЕСКАЯ ЧАСТЬ
Анализ требуемого оборудования
Обзор кривошипных листоштамповочных прессов
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Выбор материала изделия и сортамента листового материала
Расчет технологического усилия штамповки по переходам
Расчет штучной нормы времени
Описание конструкции штампов
Расчет исполнительных размеров разделительных пуансонов и матриц
Расчет стойкости штампов
Выводы
Организация производства на участке
БИЗНЕС-ПЛАН ПРОЕКТА
План маркетинга
Определение точки безубыточности
ОХРАНА ТРУДА НА УЧАСТКЕ
Анализ вредных и опасных факторов листоштамповочных цехов
Расчет уровня шума на участке
Разработка мероприятий по снижению шума
Обеспечение пожарной безопасности участка
Выводы
Навигация
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Проектирование участка мелкой листовой штамповки
143827
знаков
11
таблиц
34
изображения
9. Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола.
10. Особенностями кинематической схемы кривошипного механизма в соответствии с технологическим назначением пресса. Например, прессы двойного и тройного действия, применяемые для глубокой вытяжки, имеют колено рычажный механизм, передающий движение наружному ползуну, осуществляющему прижим заготовки во время ее вытяжки к прижимной поверхности матрицы вытяжного штампа. Кинематика колено рычажного механизма (рис. 1.9) обеспечивает получение остановки прижимного ползуна на все время выполнения операции вытяжки вытяжным ползуном пресса. В соответствии с необходимостью выбрана простейшая 4-х звенная схема.
По конструкции станин различают прессы открытые (с открытым столом) и закрытые, у которых подштамповая плита на столе открыта для доступа с фронтальной и с задней сторон пресса.
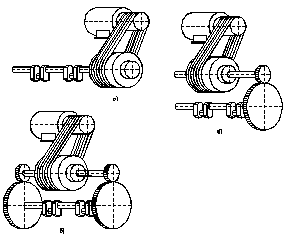
Рис. 1.7 Схемы конструкций приводов двухкривошипных прессов: а - одноступенчатая передача; б - двухступенчатая передача; в - двухсторонняя двухступенчатая передача
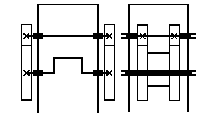
а) б)
Рис.1.8 Схемы расположения зубчатых передач однокривошипного пресса: а - открытое расположение; б - закрытое расположение.
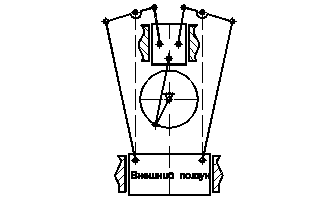
Рис. 1.9 Кинематическая схема коленорычажного механизма подвески наружного (прижимного) ползуна однокривошипного действия
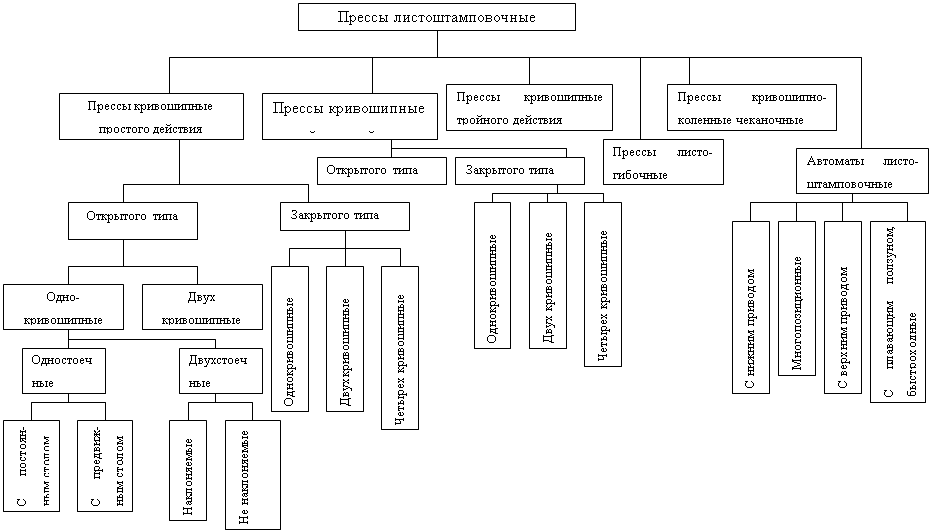
Рис. 1.10 Классификационная таблица кривошипных листоштамповочных прессов /3/.
Открытые прессы могут быть с наклоняемой или не наклоняемой станиной, с переставным по высоте столом и с рогом вместо стола, на котором можно обрабатывать боковые поверхности крупногабаритных полых изделий, надевая их полостью на рог пресса. Открытые прессы могут иметь одно- и двухстоечную конструкцию станины. Прессы закрытого типа имеют двухстоечную станину. Наиболее рациональна конструкция открытой двухстоечной станины, т.к. открытая станина обеспечивает простоту и удобство эксплуатации и обслуживания машины, а двухстоечная конструкция позволяет организовывать процесс штамповки в любом направлении.
На рис. 1.10 приведена классификация основных типов современных листоштамповочных прессов с кривошипным механизмом.
1.5 Техническое задание на проектирование
Целью дипломного проекта является проект участка для изготовления масляного фильтра автомобилей семейства ВАЗ с годовой программой выпуска не менее 300 тыс. шт. в год. Обзор номенклатуры деталей позволил выявить следующие группы деталей, входящие в конструкцию фильтра:
1. низкие и средние по высоте детали, которые могут быть получены формовкой или неглубокой вытяжкой (усилитель, скоба, кольцо и крышки).
2. высокие детали, требующие глубокой вытяжки (низкий и высокий корпуса фильтра).
3. резинотехнические изделия, изготовление которых требует специального оборудования.
4. трубка, изготовление которой рациональнее перфорацией.
5. непосредственно фильтрующий элемент, изготовленный из картона.
6. пружины.
Детали групп 2 и 5 рациональнее заказывать у соответствующих производителей, чтобы не связываться с малознакомой технологией и оборудованием.
Детали группы 2 требуют наличия на участке как минимум одного гидравлического пресса малого усилия (0.25-0.4МН) с величиной хода не менее тройной высоты максимально высокой детали (не менее 300мм).
Деталь группы 4 требует наличия специального перфопресса, а также пресса малого усилия либо профилировочного стана.
Детали группы 6 требуют наличия станка для навивки пружин. На первом этапе развития производства можно заказывать эти детали у соответствующих предприятий, однако в дальнейшем рациональнее поставить на участке хотя бы один требуемый станок.
Помимо этого, необходимо иметь заготовительное отделение для раскроя листов на полосы или карточки под последующую штамповку.
Детали группы 1 составляют основную массу программы изготовления. Анализ вариантов построения технологического процесса изготовления этих деталей позволил сделать вывод о наиболее разумном подходе в условиях мелкого и среднего предпринимательства – пооперационной штамповке. Анализ необходимого оборудования позволил сделать вывод, что для изготовления этих деталей рациональнее использовать универсальные кривошипные листоштамповочные прессы, необходимо рассчитать количество и тоннаж требуемого оборудования. Обзор оборудования такого типа позволил сделать вывод о необходимости выбора следующего типа прессов: открытые, двухстоечные, наклоняемые, с эксцентриковым либо кривошипным главным валом, параллельным фронту пресса, желательно с механической регулировкой закрытой высоты, с числом ходов не менее 40 в минуту, но и не очень большим, поскольку пресс все равно работает в режиме единичного хода, с расположением муфты и тормоза на главном валу, желательно с наличием предохранительных устройств, а также обязательно с наличием нижних выталкивателей, желательно с наличием подушки. В экономической части проекта необходимо рассчитать себестоимость изготовления детали представителя и сделать приблизительный расчет себестоимости всего фильтра (хотя бы в пропорции к остальным деталям как отношение масс). Необходимо определить сроки окупаемости капитальных вложений. Поскольку штамповка происходит не в автоматическом режиме, необходимо предусмотреть средства безопасности работы прессов, такие как защитные ограждения штампов или прессов, двуручное включение, рукоотводчики и др.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Разработка технологических процессов холодной листовой штамповки является основой всей подготовки производства и состоит из следующих этапов:
1. анализ технологичности формы и конструктивных элементов детали.
2. определение формы и размеров заготовки, а также расхода материала при наилучшем его использовании.
3. разработка наиболее рационального технологического процесса, обеспечивающего изготовление требуемых деталей.
4. установление типа, мощности и габаритов оборудования.
5. выявление типа и технологической схемы штампа
6. определения трудоемкости изготовления штампуемых деталей, а также количества и разряда производственных рабочих.
7. определение количества оборудования и его загрузки на годовую программу.
При разработке технологических процессов холодной листовой штамповки должны быть решены следующие технологические вопросы:
- определение рационального раскроя материала и наименьших размеров заготовки;
- установление характера, количества и последовательности операций;
- выбор степени сложности (совмещенности) операций;
- установление количества одновременно штампуемых деталей;
- определение операционных размеров;
Анализируя при составлении технологического процесса значимость и удельный вес каждого из приведенных выше факторов, можно в каждом конкретном случае правильно выбрать тот или иной вариант штамповки.
Сравнительная сложность и длительность подготовки производства, а также относительно высокая стоимость штампов требуют тщательной разработки технологических процессов и обоснованного выбора технически рационального и экономически наиболее эффективного варианта технологического процесса, соответствующего данному масштабу производства. Даже небольшие последующие изменения технологических процессов обычно приводят к переделке штампов или к проектированию и изготовлению новых, что требует значительного времени и обходится довольно дорого.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
0 комментариев