АНАЛИТИЧЕСКАЯ ЧАСТЬ
Анализ требуемого оборудования
Обзор кривошипных листоштамповочных прессов
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Выбор материала изделия и сортамента листового материала
Расчет технологического усилия штамповки по переходам
Расчет штучной нормы времени
Описание конструкции штампов
Расчет исполнительных размеров разделительных пуансонов и матриц
Расчет стойкости штампов
Выводы
Организация производства на участке
БИЗНЕС-ПЛАН ПРОЕКТА
План маркетинга
Определение точки безубыточности
ОХРАНА ТРУДА НА УЧАСТКЕ
Анализ вредных и опасных факторов листоштамповочных цехов
Расчет уровня шума на участке
Разработка мероприятий по снижению шума
Обеспечение пожарной безопасности участка
Выводы
Навигация
Расчет исполнительных размеров разделительных пуансонов и матриц
Проектирование участка мелкой листовой штамповки
143827
знаков
11
таблиц
34
изображения
3.4 Расчет исполнительных размеров разделительных пуансонов и матриц
При определении исполнительных размеров пуансонов и матриц для разделительных операций необходимо предусмотреть правильный выбор зазоров и допусков на рабочие размеры инструмента.
Величина вырубаемой детали определяется размером матрицы, а величина пробиваемого отверстия определяется размером пуансона.
При пробивке отверстий размеры пуансона и матрицы определяются зависимостями (3.1) /1/.
 (3.1)
(3.1)
где:![]() - номинальный размер детали;
- номинальный размер детали;
![]() - верхнее отклонение допуска на этот размер;
- верхнее отклонение допуска на этот размер;
![]() - величина одностороннего зазора;
- величина одностороннего зазора;
![]() - допуски на изготовление пуансона и матрицы, соответственно.
- допуски на изготовление пуансона и матрицы, соответственно.
При вырубке отверстий размеры пуансона и матрицы определяются зависимостями (3.2).
 ,(3.2)
,(3.2)
где ![]() - нижнее отклонение допуска на этот размер;
- нижнее отклонение допуска на этот размер;
Для первой операции рассчитываются размеры инструмента для пробивки отверстия диаметром 22мм и вырубки кружка диаметром 125мм.
Допуски на размеры изделия заданы по 14-му квалитету ЕСДП и составляют: Ø22+0.52, Ø125-1.0. Величина одностороннего зазора для металла толщиной 0.7мм из стали с ![]() составляет 0.014мм /1/. Таким образом, для первого перехода имеем следующие исполнительные размеры пуансонов и матриц:
составляет 0.014мм /1/. Таким образом, для первого перехода имеем следующие исполнительные размеры пуансонов и матриц:


Для четвертой операции рассчитываются размеры инструмента для пробивки 8-ми отверстий диаметром 3мм и вырубки детали диаметром 110.4мм.
Допуски на размеры изделия заданы по 14-му квалитету ЕСДП и составляют: Ø3+0.25, Ø110.4-0.87. Для четвертого перехода имеем следующие исполнительные размеры пуансонов и матриц:


3.5 Расчет основных деталей штампов на прочность и жесткость
Матрица и пуансон определяют работоспособность, надежность и долговечность штампа. Их расчет - важнейший этап разработки документации штампа.
Проверочному расчету на прочность подлежат обычно наиболее нагруженные пробивные пуансоны небольших размеров. При пробивке отверстий, размеры которых сопоставимы с толщиной материала, локальные удельные нагрузки на режущие кромки пуансона в два - три раза больше, чем на режущие кромки матриц. В данном случае таких отверстий нет, поэтому расчет удельных давлений на режущие кромки пуансонов проводить не обязательно.
Наиболее нагруженными пуансонами во всех штампах являются пуансоны для пробивки отверстий диаметром 3 мм, которые и подвергнем прочностным расчетам по рекомендациям /2/. Чертеж пуансона представлен на рис. 3.6.
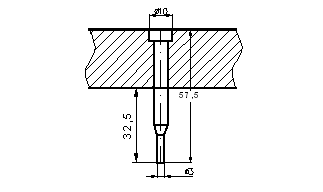
Рис.3.6. Чертеж наиболее нагруженного пуансона.
Пуансон следует проверить на сжатие по наименьшему сечению. Условие удовлетворительной прочности на сжатие может быть выражено зависимостью (3.3):
 (3.3)
(3.3)
где: ![]() - усилие резка, Н;
- усилие резка, Н;
![]() - площадь режущей кромки, мм;
- площадь режущей кромки, мм;
![]() - допустимое напряжение сжатия для закаленной стали У10А.
- допустимое напряжение сжатия для закаленной стали У10А.
Условие прочности на сжатие выполняется.
При неточности изготовления штампа возникает некоторое смещение пуансона относительно матрицы. Из-за этого возникает изгибающий момент, поэтому следует дополнительно проверить пуансон на смещение от изгиба. Принимаем величину смещения пуансона равной половине зазора между матрицей и пуансоном. В нашем случае присутствует поперечный изгиб стержня (пуансона), нагруженного с одного конца (жестко закрепленного) некоторым изгибающим моментом Ми.
Условие изгибной прочности определяется по формуле (3.4):
 (3.4)
(3.4)
где: ![]() - изгибающий момент;
- изгибающий момент;
![]() - момент сопротивления сечения, мм3;
- момент сопротивления сечения, мм3;
![]() - допустимое напряжение изгиба для стали У10А.
- допустимое напряжение изгиба для стали У10А.
 МПа
МПа
Также необходимо проверить плиту штампа под опорной головкой пуансона на смятие. Условие допустимой прочности на смятие определяется формулой (3.5).
 (3.5)
(3.5)
где![]() - опорная поверхность головки пуансона, мм2;
- опорная поверхность головки пуансона, мм2;
![]() - допустимое напряжение смятия для плиты штампа из стали Ст.3, в которую упирается пуансон.
- допустимое напряжение смятия для плиты штампа из стали Ст.3, в которую упирается пуансон.
Поскольку ![]() , то под головку пуансона необходимо подложить стальную каленую пластину.
, то под головку пуансона необходимо подложить стальную каленую пластину.
Также необходимо проверить пуансон на продольный изгиб, согласно формуле (3.6):
 ,(3.6)
,(3.6)
где ![]() - модуль упругости первого рода для стали;
- модуль упругости первого рода для стали;
![]() - момент инерции сечения пуансона, м4;
- момент инерции сечения пуансона, м4;
![]() - коэффициент запаса.
- коэффициент запаса.

В нашем случае свободная длина пуансона составляет 32.5 мм.
Подвергнутый расчету пуансон удовлетворяет всем необходимым условиям прочности и жесткости.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
0 комментариев