АНАЛИТИЧЕСКАЯ ЧАСТЬ
Анализ требуемого оборудования
Обзор кривошипных листоштамповочных прессов
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Выбор материала изделия и сортамента листового материала
Расчет технологического усилия штамповки по переходам
Расчет штучной нормы времени
Описание конструкции штампов
Расчет исполнительных размеров разделительных пуансонов и матриц
Расчет стойкости штампов
Выводы
Организация производства на участке
БИЗНЕС-ПЛАН ПРОЕКТА
План маркетинга
Определение точки безубыточности
ОХРАНА ТРУДА НА УЧАСТКЕ
Анализ вредных и опасных факторов листоштамповочных цехов
Расчет уровня шума на участке
Разработка мероприятий по снижению шума
Обеспечение пожарной безопасности участка
Выводы
Навигация
Обзор кривошипных листоштамповочных прессов
Проектирование участка мелкой листовой штамповки
143827
знаков
11
таблиц
34
изображения
1.4 Обзор кривошипных листоштамповочных прессов
Обзор конструкций листоштамповочных прессов необходим для выбора при организации производства машины, отвечающей современным требованиям к производительности, конструкция которой проверена временем и хорошо зарекомендовала себя в штамповочном производстве.
Среди конструкций прессов с механическим приводом кривошипные листоштамповочные прессы представляют собой наиболее широко распространенную в производственной практике группу и используются для выполнения самых разнообразных технологических операций холодной листовой штамповки. Основным рабочим органом этих прессов является рычажный механизм с входным звеном в виде кривошипа, причем кривошипом может являться колено рабочего вала или эксцентрик на этом валу.
Термин «кривошипные прессы» в литературе обычно распространяется на все конструкции прессов, у которых рабочий механизм состоит из трех звеньев, составляющих единую кинематическую цепь: вал—шатун—ползун. При этом термин «кривошипные прессы» обуславливается не конкретной конструкцией главного вала, а кинематическими особенностями данного механизма, которые остаются общими для всех конструкций главных (кривошипных) валов, например эксцентриковых, коленчатых и т.п.
В зависимости от числа кривошипов прессы могут быть однокривошипными, двухкривошипными, четырехкривошипными. Причем последние два типа используются при значительной длине ползуна, но для проектируемого пресса необходимости в длинном ползуне нет.
Конструктивные особенности механизмов листоштамповочных прессов определяются следующими основными признаками /3/:
1. Число кривошипных валов (обычно не более двух). Машины малого усилия обладают, как правило, одним валом.
2. Типом кривошипного вала (чисто-кривошипный, коленчатый, эксцентриковый, шестерня-эксцентрик) (рис. 1.3). Эксцентриковый вал в основном используется в листоштамповочных автоматах /1/. Шестерне-эксцентриковый вал обеспечивает повышенную жесткость машин, благодаря чему используется в крупных прессах (4-80МН). Коленчатые валы используются в открытых кривошипных прессах усилием до 1.6МН.
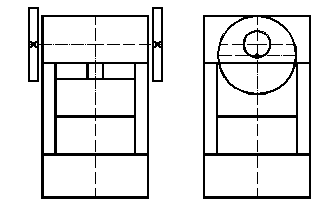
3. Расположением кривошипных валов параллельно или перпендикулярно фронтальной стороне пресса (рис. 1.4). Параллельное расположение вала обеспечивает более длинный стол пресса.
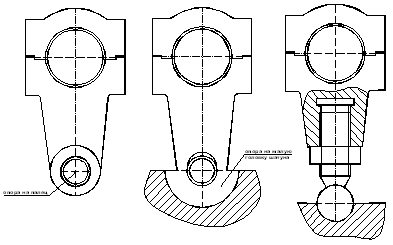
4. Способом связи шатуна с ползуном пресса (шаровая опора, цилиндрическая опора с шатунным пальцем, связь с ползуном через промежуточный плунжер) (рис. 1.3, 1.6). Шаровая опора ползуна, применяемая в прессах усилием до 1МН, значительно облегчает соблюдение требуемых норм точности в зазорах между ползуном пресса и его направляющими на станине, упрощает конструкцию регулировки межштампового пространства. Цилиндрическая опора предпочтительнее для прессов большей мощности, она менее подвержена износу и обеспечивает лучшую устойчивость ползуна, но повышается сложность регулировки закрытой высоты. Повышению устойчивости и точности направления ползуна способствует и промежуточный плунжер, который используется в крупных прессах усилием 4-30МН, однако такая конструкция существенно увеличивает стоимость изготовления.
5. Расположением и числом зубчатых колес, вращающих главный (кривошипный) вал, т.е. колес с односторонними зубчатыми передачами или с передачами двусторонними, симметрично расположенными, способствующими снижению скручивающих напряжений на главных валах (рис. 1.7). То или иное исполнение применяется по необходимости в зависимости от необходимого крутящего момента на главном валу.
6. Наличием и числом промежуточных зубчатых передач между главным и приемным валами пресса (приемным валом называется вал, в ступенчатом приводе пресса, на который передается вращение от электродвигателя).
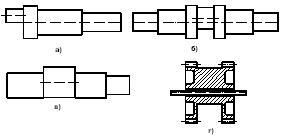
Рис. 1.3 Типы главных валов кривошипных прессов: а - чистокривошипный вал; б - коленчатый вал; в - эксцентриковый вал; г - шестерня-эксцентрик.
а) б)
Рис. 1.4 Схемы расположения главных валов у прессов закрытого типа: а - параллельно фронту; б - перпендикулярно фронту.
а) б) в)
Рис. 1.5 Соединение шатуна с ползуном: а, б - цилиндрическая опора; в - шаровая опора
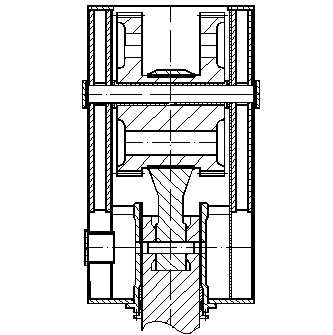
Рис. 1.6 Соединение ползуна с шатуном через промежуточный плунжер
Соответственно получаемому при этом различному передаточному числу между приемным и главным валами, определяется соотношение их чисел оборотов в минуту при данном числе оборотов маховика, что и определяет номинальное (паспортное) число ходов пресса в минуту при режиме непрерывных ходов (рис. 1.7). Равно, как и предыдущий признак определяется необходимым передаточным отношением для данного типоразмера гаммы.
7. Расположением первичных (промежуточных) валов относительно главного вала, например верхнее или боковое (консольное) расположение промежуточных валов. При необходимости определяется по конструктивным соображениям.
8. Открытым или закрытым размещением шестеренных передач (рис. 1.8). Хотя закрытые передачи и предпочтительнее по соображениям безопасности, условиям смазки и компактности, мы оставляем зубчатую передачу открытой, чтобы избежать необходимости конструирования масляной ванны.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
0 комментариев