АНАЛИТИЧЕСКАЯ ЧАСТЬ
Анализ требуемого оборудования
Обзор кривошипных листоштамповочных прессов
Верхним или нижним расположением приводного механизма, а именно: над ползуном пресса или ниже его стола
Выбор материала изделия и сортамента листового материала
Расчет технологического усилия штамповки по переходам
Расчет штучной нормы времени
Описание конструкции штампов
Расчет исполнительных размеров разделительных пуансонов и матриц
Расчет стойкости штампов
Выводы
Организация производства на участке
БИЗНЕС-ПЛАН ПРОЕКТА
План маркетинга
Определение точки безубыточности
ОХРАНА ТРУДА НА УЧАСТКЕ
Анализ вредных и опасных факторов листоштамповочных цехов
Расчет уровня шума на участке
Разработка мероприятий по снижению шума
Обеспечение пожарной безопасности участка
Выводы
Навигация
Определение точки безубыточности
Проектирование участка мелкой листовой штамповки
143827
знаков
11
таблиц
34
изображения
5.7 Определение точки безубыточности
Определение точки безубыточности проводим для второго варианта, т.е. для варианта штамповки на универсальных листоштамповочных прессах ЗИЛ 80. Себестоимость изготовления одного фильтра по данному варианту составляет 13.69 рублей за штуку, годовая программа выпуска 300000 тыс. штук.
При расчете себестоимости масляного фильтра не учитывались следующие факторы: во-первых, в номенклатуру штампуемых изделий не входит корпус масляного фильтра, изготовление которого требует глубокой вытяжки и, соответственно, специального оборудования, а также окраски и сборки. С учетом этого, ориентировочная себестоимость изготовления корпуса масляного фильтра составляет 25% от себестоимости всего изделия. Помимо этого, конструкция фильтра требует покупных изделий, цена которых ориентировочно составляет еще 25% от себестоимости всего фильтра.
Таким образом, посчитанная себестоимость изготовления фильтра составляет 50% от его полной себестоимости. Полная себестоимость фильтра в этом случае составит 27.38 руб.
Закладывая коэффициент прибыли в размере 20% от себестоимости изделия, получаем оптовую цену фильтра как:
![]() руб.
руб.
Эта цена является лишь неким условным показателем, позволяющим рассчитать точку безубыточности. Реальная цена изделия, с учетом всех налогов, будет значительно выше. Учитывая, что розничная цена фильтра нашей ценовой категории составляет 80-100 руб. очевидно, что даже при возрастании оптовой цены до 40-50 рублей товар будет пользоваться спросом.
Определение точки безубыточности можно производить только по рассчитанной себестоимости изготовляемого фильтра, т.е. без учета покупных изделий и изготовления корпуса, поэтому цена изделия определяется относительно рассчитанной себестоимости, а в дальнейших расчетах необходимо оперировать следующими цифрами:
Себестоимость изделия: ![]() руб.,
руб.,
Оптовая цена изделия: ![]() руб.
руб.
Постоянные затраты определяются как сумма затрат на освещение, технологическую оснастку, амортизацию (оборудования, производственной площади и оснастки), заработную плату и социальное страхование управленческого персонала, текущие ремонты и обслуживание оборудования и производственных площадей. С учетом всего этого постоянные затраты равны:
![]() тыс.руб.
тыс.руб.
Переменные издержки содержат затраты на материал, заработную плату и социальное страхование производственных рабочих, энергетические ресурсы производства:
![]() тыс.руб.
тыс.руб.
Переменные издержки на единицу продукции:
 руб/шт.
руб/шт.
Определим количество деталей, при продаже которых достигается безубыточность:
 тыс.шт.
тыс.шт.
График точки безубыточности приведен на рис. 5.1.
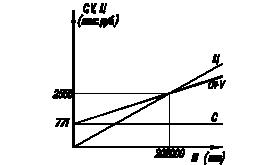
Рис. 5.2. График точки безубыточности.
5.8 Расчет сроков окупаемости капитальных вложений
Срок окупаемости капитальных затрат определяется отношением суммарных капитальных затрат на оборудование, производственную площадь и технологическую оснастку, к прибыли, получаемой от реализации готовой продукции (5.15).
 ;(5.15)
;(5.15)
где ![]() - срок окупаемости, лет;
- срок окупаемости, лет;
![]() - суммарные капитальные затраты, тыс.руб.;
- суммарные капитальные затраты, тыс.руб.;
![]() - прибыль, получаемая от реализации готовой продукции, составляет 20% от себестоимости выпускаемой продукции, тыс.руб.
- прибыль, получаемая от реализации готовой продукции, составляет 20% от себестоимости выпускаемой продукции, тыс.руб.
 лет.
лет.
 лет.
лет.
 лет.
лет.
5.9 Выводы
Смета затрат годового впуска продукции (таблица 6.2) показывает, что себестоимость изготовления детали во всех случаях примерно одинаковая. В первых двух случаях основную статью себестоимости составляет заработная плата основных и вспомогательных рабочих, поскольку штамповка осуществляется с применением исключительно ручного труда, а в последнем случае основную статью себестоимости составляет амортизация оборудования, поскольку штамповка полностью автоматизирована и требуется лишь один оператор пресса, осуществляющий контроль за его работой. В условиях крупного предприятия, безусловно, более выгодным является последний вариант, т.к. заработная плата постоянно растет, а средства автоматизации дешевеют в связи с развитием технического прогресса. Однако мелким и средним предприятиям часто не под силу те капитальные затраты, которые требуются на приобретение современных автоматизированных листоштамповочных комплексов, поэтому начинать бизнес необходимо с универсального листоштамповочного оборудования. Что касается первого и второго варианта, то более предпочтительным является второй, поскольку разница в себестоимости изготовления и начальных капитальных затратах не столь существенная, зато пресса ЗИЛ 80 обладают значительно более широкими возможностями и позволяют изготавливать более широкую номенклатуру деталей. Сроки окупаемости капитальных затрат при использовании универсального оборудования почти в 2 раза меньше, чем сроки окупаемости капитальных затрат с применением многопозиционного пресса-автомата.
Похожие работы





... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...



... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
0 комментариев