Влияние легирующих элементов на структуру и свойства штамповых сталей
Термическая обработка штамповых сталей для горячего деформирования
Влияние термической обработки на свойства штамповых сталей
Патентный поиск
Методы эксперимента
Методика нанесения покрытий
Экспериментальная часть
Влияние температуры отпуска на твердость стали 4Х5МФ1С
Влияние режима термической обработки на карбидную фазу
Определение объемной доли карбидных включений
Строение карбидных фаз
Влияние температуры закалки на аустенитное зерно
Влияние температуры отпуска на износостойкость
Экономика и организация производства
Расчет основных параметров сетевого графика
Оптимизация сетевого графика
Затраты на электроэнергию
Затраты на воду для технических нужд
Оценка экономической эффективности результатов исследования
Оценка естественной вентиляции лаборатории
Навигация
Влияние температуры отпуска на износостойкость
Исследования свойств штамповой стали после термической обработки
140975
знаков
39
таблиц
36
изображений
3.6 Влияние температуры отпуска на износостойкость
Износостойкость инструментальной стали, то есть способность ее сопротивляться различным видам изнашивания поверхности, является характеристикой долговечности инструмента. Изнашивание сопровождается не только физическим разрушением рабочего слоя и потерей массы металла, но и его пластическим деформированием. В результате обоих процессов изменяются форма и размеры рабочих кромок. Изнашивание усиливается в условиях:
а) динамических нагрузок, вызывающих дополнительно выкрашивание и скалывание поверхностных слоев;
б) нагрева при резании или деформировании, снижающего твердость и сопротивление пластической деформации и облегчающего диффузию атомов между сталью инструмента, обрабатываемым металлом и сходящей стружкой.
Таким образом, износостойкость очень сложное свойство. Она определяется не только химическим составом, структурой и механическими свойствами, но и свойствами обрабатываемого материала, условиями эксплуатации инструмента, его конструкции и т. д. Последние определяют характер износа: абразивный, адгезионный, эрозионный, диффузионный и др.
В данной работе было проведено исследование износостойкости инструментальной стали 4Х5МФ1С в зависимости от температуры отпуска. Для исследования применялся метод трения «шарика по диску». Количество циклов трения было выбрано равным 40 000. В результате серии экспериментов на образцах были получены следы (канавки) трения, сечение которых измерялось на профилометре (рис. 37). Измерения проводились в пяти разных местах следа. Износ образца в дальнейшем оценивался по вынесенному объему металла. Для подтверждения полученных результатов дополнительно оценивался износ шарика (см. табл. 33).
Также была изучена износостойкость покрытий (нитрид и оксинитрид титана), нанесенных на образцы из стали 4Х5МФ1С методом ионно-плазменной имплантации. Целью проведенного исследования было выяснение перспективности нанесения покрытий для увеличения износостойкости материала. Количество циклов трения составило 5 000 для образцов с номерами 91 и 30, 10 000 – для образца 89 (см. табл. 34).
Сравнительная износостойкость образцов, отпущенных с разных температур (температура закалки 1 070оС)
| Номер образца | 91 | 30 | 89 | 69 | |
| Температура отпуска, оС | 550 | 570 | 600 | 650 | |
| Количество циклов трения | 40 000 | 40 000 | 40 000 | 40 000 | |
| Сечение профиля износа S, мкм2 | 1 | 1 844,3 | 1 027,3 | 522,9 | 1 196,9 |
| 2 | 973,3 | 845,3 | 592,8 | 1 212 | |
| 3 | 974,4 | 712,9 | 530,7 | 743,3 | |
| 4 | 578,3 | 1 822,5 | 521 | 1 004 | |
| 5 | 1 085,7 | 1 103,2 | 548,5 | 945,6 | |
| среднее | 1 091,2 | 1 102,24 | 543,18 | 1 020,36 | |
| Длина следа L, мкм | 1 873 | 1 956 | 1 997 | 2 001 | |
| Объем вынесенного материала V, мкм3 | 2 043 818 | 2 155 981 | 1 084 730 | 2 041 740 | |
| Износ шарика, мкм3 | 4,19 | 2,42 | 6,56 | 3,03 | |
По результатам экспериментов был построен график, характеризующий вынесенный объем материала в зависимости от температуры отпуска (рис. 38). Минимум на приведенной кривой соответствует образцу с максимальной износостойкостью.
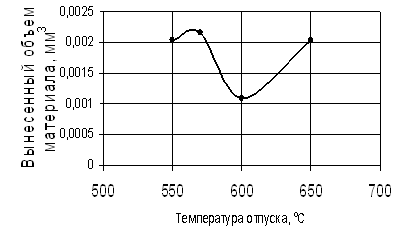
Рис. 38. Сравнительная износостойкость образцов из стали 4Х5МФ1С в зависимости от температуры отпуска
Для сопоставления изменения твердости и износостойкости образцов, отпущенных на различные температуры на приборе Роквелла была измерена их твердость (рис. 39).
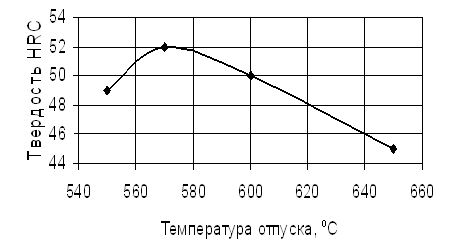
Рис. 39. Зависимость твердости стали 4Х5МФ1С от температуры отпуска
Максимальное упрочнение в исследуемой стали достигается после отпуска на 570оС. С дальнейшим повышением температуры до 600оС износостойкость возрастает, а твердость уменьшается, что связано с различной природой выделяющихся карбидов. При 500–550оС выделяется промежуточный карбид типа Ме2С; выше 550–600оС – карбиды Ме23С и Ме6С. Отпуск выше 600–625оС усиливает коагуляцию карбидов.
Также построена зависимость износа шарика в ходе эксперимента для каждого образца (рис. 40). Видно, что максимальный износ шарика был получен на образце с максимальной износостойкостью.
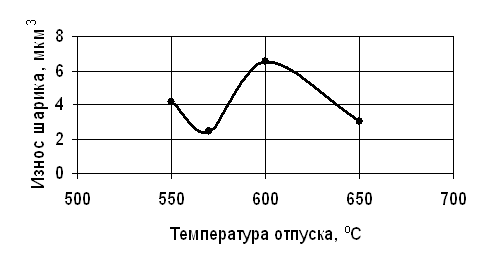
Рис. 40. Износ шарика в ходе экспериментов с образцами, отпущенными на разные температуры
Из полученных данных следует, что наибольшей износостойкостью обладает сталь, отпущенная с температуры 600оС. Данное явление связано с тем, что при этой температуре отпуска проходило дисперсионное твердение, приводящее не только к увеличению твердости, но и росту износостойкости.
Таблица 34. Сравнительная износостойкость образцов до и после напыления покрытий
| Номер образца | 91 | 30 | 89 | ||||
| Состояние поверхности | До напыления | Покрытие Ti + N + O (N:O = 3:1) | До напыления | Покрытие Ti + N + O (N:O = 1:1) | До напыления | Покрытие Ti + N | |
| Количество циклов трения | 5 000 | 5 000 | 5 000 | 5 000 | 10 000 | 10 000 | |
| Сечение профиля износа S, мкм2 | 1 | 42,7 | 625,6 | 32,9 | 1 342,1 | 66,5 | 22,0 |
| 2 | 32,0 | 701,7 | 30,3 | 1 341,0 | 75 | 30,8 | |
| 3 | 27,8 | 547,4 | 31,0 | 1 154,8 | 72,3 | 21,6 | |
| 4 | 31,8 | 602,9 | 38,6 | 1 452,3 | 69,2 | 20,3 | |
| 5 | 28,5 | 693,5 | 35,4 | 1 350,5 | 71,2 | 25,7 | |
| среднее | 32,56 | 634,22 | 33,64 | 1 328,14 | 70,84 | 24,08 | |
| Длина следа L, мкм | 1 991 | 1 996 | 1 998 | 2 002 | 2 005 | 1 985 | |
| Объем вынесенного материала V, мкм3 | 64 826 | 1 265 903 | 67 212 | 2 658 936 | 142 034 | 47 798 | |
Сравнительная оценка износа исходного металла и металла с покрытием приведена на рис. 41.

Рис. 41. Гистограмма, представляющая сравнительную износостойкость стали с различными покрытиями
Наибольшее сопротивление износу дает покрытие нитридом титана. Износостойкость при этом увеличивается в три раза. Наоборот, износ покрытий из оксинитрида титана идет активнее, чем на исходном образце. Причем износостойкость тем меньше, чем больше процент кислорода, введенный в покрытие. Для образца с маркировочным номером 91 износостойкость после нанесения покрытия уменьшается в 20 раз, а для образца 30 – в 40 раз.
Таким образом, в перспективе возможно увеличение износостойкости материала за счет нанесения покрытий из нитрида титана.
Обсуждение результатов исследования
Известно, что прочность и вязкость снижаются в результате излишне высокого нагрева под закалку. Это ухудшение свойств – следствие роста зерна с повышением температуры, что является следствием стремления системы к уменьшению свободной энергии. При небольшом перегреве присутствующие в стали карбиды препятствуют росту зерна и заметному ухудшению свойств. Однако при высоких температурах закалки карбидная фаза растворяется в аустените, что снимает препятствия для роста зерна. Чувствительность к перегреву выявляется по величине зерна аустенита, получаемого после нагрева до разных температур. [1]
В штамповой стали 4Х5МФ1С величина зерна определяет прежде всего пластические свойства, ухудшение которых недопустимо для инструмента, так как ведет к образованию трещин и разрушению при эксплуатации. Таким образом, определение размера зерна после того или иного режима термообработки является практически важной задачей.
В настоящей работе была изучена зависимость размера аустенитного зерна от температуры нагрева под закалку. Так как с увеличением температуры аустенитное зерно растет (снижается вязкость стали), то согласно ГОСТ 5950–2000 для стали 4Х5МФ1С размер аустенитного зерна не должен превышать 8 балла. Исследования показали, что при температуре закалки 1 100°C обеспечивается достаточно мелкое зерно, соответствующее 8 баллу, что допустимо. Однако более предпочтительной для закалки является температура 1 070оС, так как в этом случае исключается возможность перегрева стали (балл аустенитного зерна 9).
Величина действительного зерна аустенита в конечном итоге определяет дисперсность мартенсита. В данной работе была изучена микроструктура стали после закалки на различные температуры (рис. 12). Выяснено, что штамповая сталь 4Х5МФ1С после закалки имеет структуру, состоящую из мартенсита, аустенита остаточного и карбидов, причем количество карбидной фазы уменьшается с ростом температуры закалки (рис. 15). Форма и размер включений также меняются. Если при закалке на 950оС в структуре наряду с вытянутыми включениями цементитного типа присутствуют карбиды округлой формы (специальные), то при более высоком нагреве цементитный карбид, не обладающий достаточной теплостойкостью, а также мелкие карбиды других типов, полностью растворяются в аустените. В результате этого средний размер включения растет вплоть до 1 070оС, когда начинают растворяться более крупные карбиды. Количество аустенита остаточного в комплекснолегированных сталях после закалки колеблется в пределах 15–30%. Кристаллы мартенсита в исследуемой стали имеют вытянутое (реечное) строение; дисперсность структуры падает при увеличении температуры нагрева под закалку [4].
Твердость является важнейшим свойством инструментальной стали. Инструменты с недостаточной твердостью не могут резать; под действием возникающих напряжений они быстро теряют форму и размеры. С увеличением твердости в большинстве случаев возрастает и износостойкость. [1]
Так как, инструментальная сталь должна обладать высокой прочностью, твердостью, износостойкостью, то в работе была изучена зависимость твердости стали 4Х5МФ1С от температуры закалки. Было выяснено, что при повышении температуры закалки с 950 до 1 100оС объемная доля карбидов уменьшается от 17,3 до 3,3% за счет их растворения в аустените (табл. 13), который насыщается легирующими элементами, что способствует увеличению твердости вплоть до 54 HRC (рис. 13). Однако твердость мартенсита определяет общую твердость стали главным образом в закаленном состоянии. В процессе высокого отпуска происходит распад мартенсита, и твердость стали зависит от выделяющихся карбидов.
В ремонтных цехах и на малых предприятиях чаще всего нагрев под закалку проводится в окислительной среде, поэтому важно знать глубину обезуглероженного слоя, который необходимо удалять. В работе были использованы методы оценки обезуглероживания по изменению твердости и микротвердости в сечении образца. Результаты исследования показали, что глубина обезуглероженного слоя при температуре нагрева под закалку 1 070°C достигает 0,16 мм, а при 1 100°C – 0,18 мм, что гораздо меньше припуска, который дается на производстве на обезуглероженный слой.
В результате термической обработки существенно изменяются свойства стали, особенно механические свойства. Закалка при нагреве на высокие температуры проводится для растворения значительной части карбидов и получения высоколегированного мартенсита, в результате чего обеспечивается высокая твердость. Последующий отпуск на температуры 500–600°C вызывает дополнительное упрочнение. При указанных температурах возрастает диффузионная подвижность карбидообразующих элементов, что приводит к изменению химического состава мартенсита, увеличению содержания карбидов и эффекту упрочнения. Причина вторичного твердения – замена растворяющихся сравнительно грубых частиц цементита значительно более дисперсными выделениями специального карбида (V4С3, Мо2С и др.). В молибденовых сталях в последовательности карбидных превращений Fе3С → Ме2С + Ме23С6 → Ме6С максимум вторичного твердения соответствует стадии выделения дисперсных частиц Ме2С и Ме23С6. В работе было выявлено, что дисперсионное твердение стали 4Х5МФ1С происходит при температурах порядка 530–570оС (рис. 14). Одновременно с увеличением твердости возрастает и износостойкость, достигая максимального значения при отпуске на 600оС (рис. 38). Наряду с отмеченными выше процессами при отпуске происходит распад остаточного аустенита. Он протекает при 480–580оС, как правило, изотермически, заканчивается полностью и не оказывает влияния на работоспособность материала [4]. В результате превращения остаточного аустенита немного повышается твердость, но его влияние незаметно на фоне вторичного твердения.
В настоящей работе также было проведено исследование износостойкости покрытий из нитрида и оксинитрида титана, нанесенных на сталь 4Х5МФ1С. Установлено, что покрытие из нитрида титана подвергается износу почти в три раза меньшему, чем поверхность исходной стали при одинаковых условиях эксперимента. Таким образом, открывается возможность увеличения износостойкости материала за счет нанесения покрытий методом ионно-плазменной имплантации (п. 2.2.6).
1. Исследовано влияние температуры закалки и отпуска на изменение твердости стали 4Х5МФ1С. Показано, что сталь данной марки склонна к вторичному твердению при температурах порядка 550оС.
2. Изучено влияние температуры закалки на глубину обезуглероженного слоя и показано, что с увеличением температуры нагрева увеличивается глубина обезуглероживания до 0,2 мм при 1 100оС.
3. Разработана методика выявления аустенитного зерна и определена его величина в зависимости от температуры закалки.
4. Изучено влияние температуры отпуска на износостойкость данной стали. Выявлена оптимальная температура отпуска, соответствующая максимальной износостойкости. Изучена износостойкость покрытий из нитрида и оксинитрида титана, нанесенных на образцы с помощью ионно-плазменной имплантации.
5. Проведено электронное микроскопическое исследование структуры закаленной стали. Показано, что с увеличением температуры закалки с 950 до 1 100оС объемная доля карбидной фазы в структуре уменьшается за счет ее более полного растворения в аустените.
Похожие работы





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
... относят к определенной группе отраслей промышленности – твердые безвольфрамовые сплавы – один из продуктов перерабатывающей промышленности. Потребительские свойства безвольфрамовых твердых сплавов Наиболее важными свойствами металлокерамических твердых сплавов являются: твердость, вязкость, стойкость на истирание, удельный вес, теплопроводность и красностойкость. Все эти свойства тесно ...

... влияющие на точность и воспроизводимость результатов. Области практического применения лазерной размерной обработки ограничены преимущественно получением отверстий не выше 3-го класса точности. Тем не менее, лазерная технология получения отверстий внедрена на ряде предприятий, где с ее помощью получают черновые отверстия (на проблемах внедрения этих процессов мы остановимся позднее). Относительно ...
... факторы, т.е. изменяющаяся температура и давление, для сплавов принята несколько иная форма зависимости с = к -ф + 1 при условии постоянства давления. С учетом правила фаз, как объясняющего процесс кристаллизации, кристаллизацию металлов, которая протекает при постоянной температуре можно объяснить следующим образом: С12 =1-1+1=1С2=1-2+1=0 С2`-3=1-1+1=1 Для двухкомпонентных систем, которые ...
0 комментариев