Влияние легирующих элементов на структуру и свойства штамповых сталей
Термическая обработка штамповых сталей для горячего деформирования
Влияние термической обработки на свойства штамповых сталей
Патентный поиск
Методы эксперимента
Методика нанесения покрытий
Экспериментальная часть
Влияние температуры отпуска на твердость стали 4Х5МФ1С
Влияние режима термической обработки на карбидную фазу
Определение объемной доли карбидных включений
Строение карбидных фаз
Влияние температуры закалки на аустенитное зерно
Влияние температуры отпуска на износостойкость
Экономика и организация производства
Расчет основных параметров сетевого графика
Оптимизация сетевого графика
Затраты на электроэнергию
Затраты на воду для технических нужд
Оценка экономической эффективности результатов исследования
Оценка естественной вентиляции лаборатории
Навигация
Влияние термической обработки на свойства штамповых сталей
Исследования свойств штамповой стали после термической обработки
140975
знаков
39
таблиц
36
изображений
1.1.5 Влияние термической обработки на свойства штамповых сталей
Служебные свойства штампового инструмента и его стойкость в значительной степени определяются соответствующим назначением марки стали, ее термообработкой и условиями эксплуатации инструмента.
Закалка проводится для растворения значительной части карбидов и получения высоколегированного мартенсита (рис. 5). Поэтому температуры закалки – повышенные и ограничиваются лишь необходимостью сохранить мелкое зерно и достаточную вязкость.
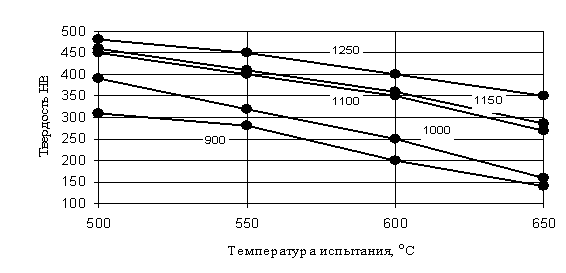
Рис. 5. Влияние температуры закалки на твердость стали 3Х2В8Ф при нагреве; отпуск 600оС [1]
Последующий отпуск вызывает дополнительное упрочнение вследствие дисперсионного твердения. Для повышения вязкости его выполняют чаще всего при более высоких температурах на более низкую твердость: 45–52 HRC и трооститную структуру. Сталь получает менее легированный феррит, а коагуляция выделившихся карбидов при отпуске протекает полнее.
Теплостойкость штамповых сталей определяется составом твердого раствора. Она возрастает с повышением температуры закалки сначала значительно, когда растворяется большая часть вторичных карбидов, а затем более медленно, но при значительном росте зерна.
Нагрев до 1100оС создает достаточно полное насыщение аустенита (мартенсита) и высокие прочностные свойства. Больший нагрев излишен; он уже мало улучшает теплостойкость, но вызывает значительный рост зерна у стали 3Х2В8Ф до балла 8 (при 1150оС) и сильно ухудшает вязкость, пластичность и разгаростойкость.
Изменение твердости и прочности в отличие от теплостойкости характеризуется кривой с максимумом (рис. 6).
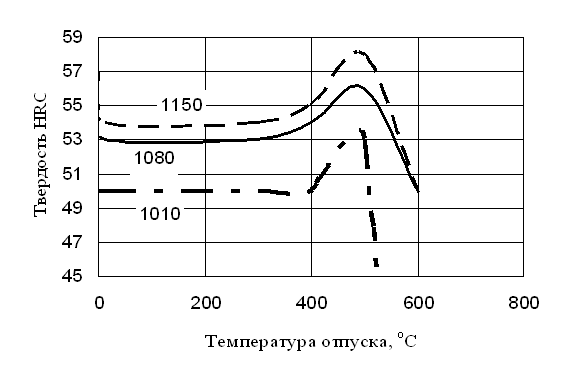
Рис.6. Влияние температуры закалки стали типа 4Х5МС на твердость
С повышением нагрева в области более низких температур они возрастают из-за растворения комплексных карбидов (повышается легированность аустенита и насыщенность его углеродом), а после более высокого нагрева снижаются из-за роста зерна и напряжений. Однако прочность отпущенной стали возрастает с повышением температуры закалки благодаря упрочняющему влиянию дисперсных карбидов, выделяющихся при отпуске.
Рассмотрим влияние температуры отпуска. Отпуск 200–350оС немного снижает твердость из-за выделения и коагуляции цементитного карбида. Отпуск стали 4Х5В2ФС при 530–550оС, а стали типа 4Х5МС при 480–500оС создает вторичную твердость; она возрастает на 0,5–1HRC вследствие дисперсионного твердения (рис. 7).
При 500–550оС выделяется промежуточный карбид типа Ме2С. Выше 550–600оС выделяется карбид Ме6С в сталях с вольфрамом и карбиды Ме23С и Ме6С в сталях с молибденом. Отпуск выше 600–625оС усиливает коагуляцию карбидов.
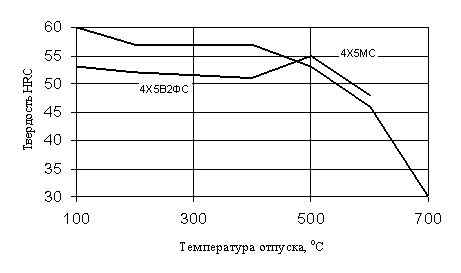
Рис. 7. Твердость сталей 4Х5В2ФС и типа 4Х5МС в зависимости от температуры отпуска [4]
Твердость штампов рационально устанавливать равной 47–50HRC. При большей твердости быстрее образуются трещины разгара, а при меньшей снижается износостойкость.
Характерно влияние температуры закалки на предел текучести отпущенной стали. С повышением нагрева предел текучести повышается, что вызвано более полным развитием дисперсионного твердения при отпуске. Дальнейший нагрев снижает предел текучести, так как влияние наступающего интенсивного роста зерна становится преобладающим.
Теплостойкие штамповые стали имеют предел текучести 135–165 кГ/мм2 при 20оС и 90–110 кГ/мм2 при 600–650оС, что обеспечивает достаточную формоустойчивость штампа [1].
Вязкость отпущенной стали изменяется в зависимости от температуры закалки подобно прочности, но достигаемый максимум вязкости сдвинут к более низким температурам. Закалка с невысоких температур повышает вязкость благодаря растворению карбидов, присутствующих в отожженной стали по границам зерен. При повышении температур закалки вязкость уменьшается из-за усиления при отпуске дисперсионного твердения и образования более легированного мартенсита.
Дисперсионное твердение, проходящее при отпуске, снижает вязкость (рис. 8). Штампы необходимо отпускать несколько выше температур развития дисперсионного твердения для повышения вязкости и пластичности.
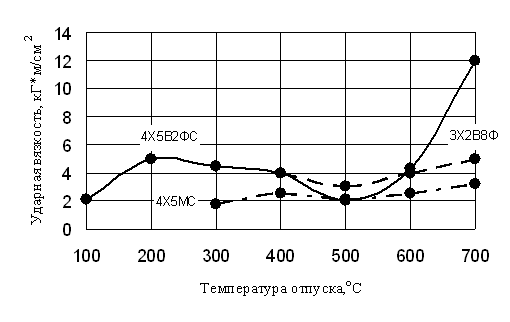
Рис.8. Вязкость в зависимости от температуры отпуска [1]
Вязкость и пластичность в большой степени определяют разгаростойкость сталей с трооститной структурой; она возрастает при их повышении (рис. 9).
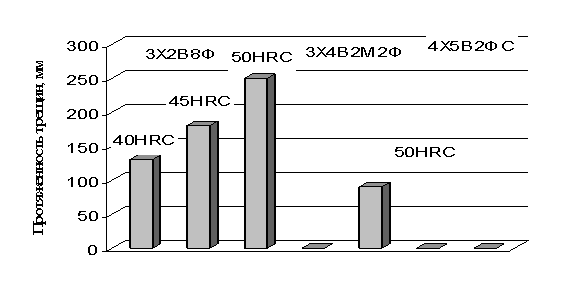
Рис. 9. Влияние твердости после отпуска на разгаростойкость сталей (проведено 100 циклов испытаний) [1]
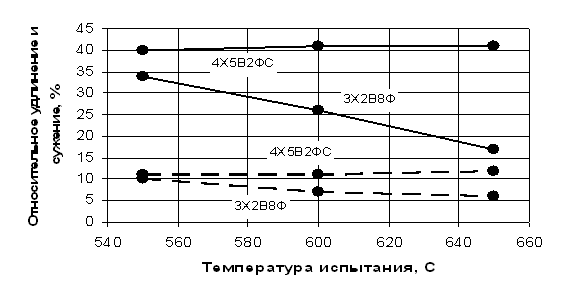
──── относительное сужение
─ ─ ─ относительное удлинение
Рис. 10. Относительное удлинение и сужение сталей; закалка на зерно 10; отпуск на твердость 50HRC [1]
Изменение плотности стали и линейных размеров образцов характеризуется тем, что эти параметры с повышением температуры сначала увеличиваются, а затем уменьшаются вследствие влияния возрастающего количества остаточного аустенита.
Относительное сужение штамповых сталей – не ниже 25% при 20оС и 30–40% (у некоторых вольфрамовых 8–10%) при 650оС (см. рис. 10).
Дефекты, которые могут возникнуть при термообработке, также влияют на свойства и структуру сталей.
Обезуглероживание может вызвать трещины вследствие разности объемных изменений, происходящих при закалке в обезуглероженном и нижележащих слоях, что резко снижает стойкость инструмента.
Вольфрамовые и вольфрамомолибденовые стали чувствительны к образованию нафталинистого излома. Сталь с таким браком имеет крупное зерно, во много раз превосходящее зерно нормальной стали; одновременно могут присутствовать и более мелкие зерна. Сталь с нафталинистым изломом не отличается по твердости и теплостойкости от стали с нормальным изломом, но имеет пониженную вязкость и стойкость.
Причина возникновения нафталинистого излома – выполнение вторичной закалки без промежуточного высокого отпуска (или отжига). Устранить нафталинистый излом и восстановить нормальную вязкость сложно. Нужен многократный и длительный отжиг или еще более длительный отпуск.
Похожие работы





... этапе является более дешевым оборудованием, чем молот. 3. При внедрении и реализации нового технологического процесса штамповки детали типа "фланец" их хромоникелевого жаропрочного сплава уменьшается количество технологических операций, уменьшается суммарная трудоемкость процесса. 4. В рамках разработки нового технологического процесса проведены основные технологические расчеты: определена ...
... относят к определенной группе отраслей промышленности – твердые безвольфрамовые сплавы – один из продуктов перерабатывающей промышленности. Потребительские свойства безвольфрамовых твердых сплавов Наиболее важными свойствами металлокерамических твердых сплавов являются: твердость, вязкость, стойкость на истирание, удельный вес, теплопроводность и красностойкость. Все эти свойства тесно ...

... влияющие на точность и воспроизводимость результатов. Области практического применения лазерной размерной обработки ограничены преимущественно получением отверстий не выше 3-го класса точности. Тем не менее, лазерная технология получения отверстий внедрена на ряде предприятий, где с ее помощью получают черновые отверстия (на проблемах внедрения этих процессов мы остановимся позднее). Относительно ...
... факторы, т.е. изменяющаяся температура и давление, для сплавов принята несколько иная форма зависимости с = к -ф + 1 при условии постоянства давления. С учетом правила фаз, как объясняющего процесс кристаллизации, кристаллизацию металлов, которая протекает при постоянной температуре можно объяснить следующим образом: С12 =1-1+1=1С2=1-2+1=0 С2`-3=1-1+1=1 Для двухкомпонентных систем, которые ...
0 комментариев