ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ ГОРОДСКОГО ЭЛЕКТРИЧЕСКОГО ТРАНСПОРТА
Требования к ресурсосбережениям их классификация и определение
Основные причины кризиса на городском электрическом транспорте
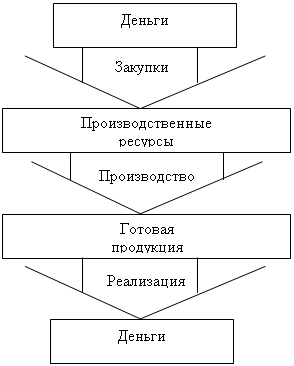
Источник и механизм финансирования общественного транспорта
Применение новых технологий смазки узлов и агрегатов подвижного состава
Новые системы автономного децентрализованного энергообеспечения городского электротранспортного транспорта «
Специалистов с месячной зарплатой 120 грн. - 6 мес. 180 тыс. грн., июнь 1999 г
Год - 144,8 тыс. грн
Применение новых технологий по защите техники от коррозии старения и биоповреждений
РЕСУРСОСБЕРЕГАЮЩИЕ РЕЖИМЫ РАБОТЫ ОБОРУДОВАНИЯ И ПОДВИЖНОГО СОСТАВА НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ
Расчет среднегодовых норм расхода энергии
Распределение расхода электроэнергии по видам подвижного состава
Расход энергии на движение подвижного состава
Экономия энергии за счет рационального размещения остановок
∙ 0,083 = 491737 грн.;
Механизация работ при техническом обслуживании и ремонте подвижного состава
В таблицы приведены данные, полученные для троллейбусного депо при аттестации рабочих мест
Система комплексной механизации путевых работ
Анализ численности и состав рабочих
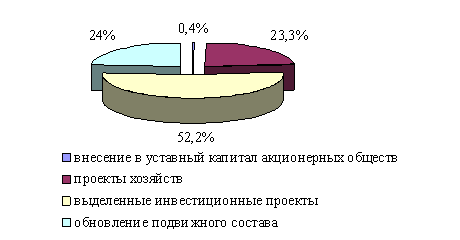
РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ФИНАНСОВЫХ РЕСУРСОВ
ОХРАНА ТРУДА
Инструкция по технике безопасности для водителя при работе на линии
Разработка мероприятий по охране окружающей среды
Навигация
Применение новых технологий смазки узлов и агрегатов подвижного состава
Разработка ресурсосберегающих технологий и режимов на городском электрическом транспорте
241230
знаков
29
таблиц
12
изображений
3.2. Применение новых технологий смазки узлов и агрегатов подвижного состава
Ужесточение условий работы масел в трансмиссиях, редукторах, за последние десятилетия привело к необходимости повышения противоизносных, противозадирных. и, в частности, антипиттинговых свойств масел [24].
Присадки RVS. Традиционное решение этой проблемы за счет увеличения концентрации в маслах известных присадок не оказалось в достаточной мере эффективным. Так, по данным работы увеличения концентрации присадки диалкилдитиофосфата цинка в масле от 1 до 2% привело к снижению усталостной долговечности пар трения в 8-10 раз. В последние годы рекомендуется для улучшения антипиттинговых свойств смазывающих масел добавлять к ним молибденсодержащие присадки [23]. Вместе с тем показано, что применение малорастворимых молибденсодержащих органических соединений в качестве присадок к маслам может вызвать как антипитинговое, так и пропитинговое действие в зависимости от величины удельных нагрузок. Все изложенное выше указывает на то, что механизм действия присадок изучен недостаточно и в каждом конкретном случае требует стендовых и эксплуатационных испытаний на реальных редукторах, трансмиссиях и т. д.
Для сокращения времени испытаний и материальных средств, затрачиваемых на такие испытания, в мировой практике идут по следующему пути: лабораторные испытания; стендовые испытания; эксплуатационные (квалификационные) испытания.
Лабораторные испытания позволяют очень быстро сузить область действия рекомендуемых присадок, оценить их противоизносные и противозадирные свойства и совместимость с материалами, из которых изготовлены узлы трения в реальной конструкции.
Целью данных исследований явилось изучить влияние присадки RVS на износостойкость материалов (противоизносные свойства), способность сопротивляться задиру материалов (противозадирные свойства) и снижать механические потери на трение (антифрикционные свойства) [20].
Кроме этого, дополнительной целью исследования было оценить перечисленные выше свойства присадки RVS с перспективными присадками: 0128, 0228, 0328, ГТН1, ГТН12.
Для сравнительных испытаний использовалось минеральное масло:
индустриальное - 20 по ГОСТ 20779-75 (базовое масло) и
индустриальное - 20 с присадкой RVS,
индустриальное - 20 с присадкой 0128,
индустриальное - 20 с присадкой 0228,
индустриальное - 20 с присадкой 0328,
индустриальное - 20 с присадкой ГН1,
индустриальное - 20 с присадкой ГТН12.
Оценка смазывающих свойств базового масла и масла с присадками производилась согласно ГОСТ 9490-75 «Материалы смазочные жидкие и пластичные. Метод определения смазывающих свойств на четырехшариковой машине».
Оценка противоизносных свойств (интенсивности изнашивания) и механических потерь на трение (коэффициентов трения) базового масла и базового масла с присадками при различном сочетании материалов:
- сталь 40Х (HRC52) в сочетании с бронзой Бр. С30 (моделирование работы сопряжения: коленчатый вал - подшипник скольжения);
- чугун специальный ЧС (НВ210) - моделирование работы гильза цилиндра.
Испытания проводились согласно ГОСТ 23. 224-86 «Обеспечение износостойкости изделий» по группе А.
Группа А - сравнительные экспресс испытания, сущность которых состоит в определении соотношения интенсивностей изнашивания и коэффициентов трения материалов пар трения в смазочной среде без присадки. Испытания проводятся при заранее установленных идентичных условиях.
Исследования поверхностей трения материалов на определение микротвердости после испытания в масле с присадкой и в масле без присадки на идентичных материалах проводилось по ГОСТ 9450-76 «Испытания на микротвердость изделий и образцов из металлов и сплавов (а также их структурных составляющих) минералов, стекол, пластмасс, керамики, тонких листов фольги, гальванических, диффузионных, электроосажденных покрытий».
Трибологические исследования проводились на усовершенствованной машине 2070 СМТ-1, которая позволяет реализовывать следующие кинематические схемы испытаний: «диск-диск», «диск-колодка», «диск-плоскость», «диск-втулка», пальчиковый «образец-плоскость», «кольцо-кольцо» («торцы колец»), «четырехшариковая схема».
При проведении исследований на машине трения использовались получившие широкое распространение в трибологических исследованиях площадные пары трения по схемам «кольцо-кольцо», «диск-колодка», а также пары трения с начальным контактом по линии «диск-диск», и начальным контактом в точке «четырехшариковая схема». Кинематические схемы контакта трибосопряжений приведены на рис. 3. 1.
При проведении всех серий трибологических испытаний реализовывалась прямая пара трения, т. е., соблюдались следующие условия:
- вращался образец с большей номинальной площадью и большей твердостью исходной структуры материала поверхности, за исключением испытаний по четырехшариковой схеме, где материалы подвижных и не подвижных элементов одинаковы;
- нагрузка прикладывалась через неподвижный образец.
Для реализации режимов граничного трения машина трения была оборудована системой смазки образцов, работающей по замкнутому типу (рис. 3.2.). Масло подавалось непосредственно в зону трения подвижного 1 и неподвижного 2 образцов через форсунку 3 с помощью шестеренчатого насоса 4 переменной проводимости. Слив осуществлялся самотеком в маслосборник 5, который одновременно служил маслобаком. С целью исключения влияния продуктов износа установлен фильтр тонкой очистке. Привод шестеренчатого насоса осуществлялся от электромотора через редуктор.
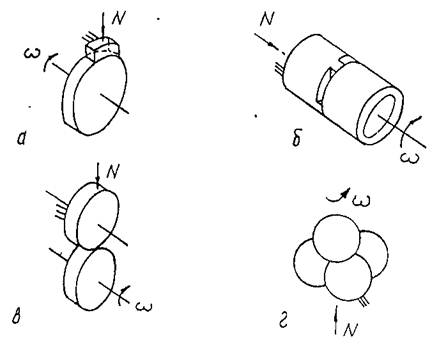
Рис. 3.1 Кинематические схемы контакта: (а) - «диск-колодка»; (б) - «кольцо-кольцо» («торцы колец»); (в) - «диск-диск»; (г) - «четырехшариковая схема»
Экспериментальные исследования проводились на одной и той же машине трения, что позволило свести к однообразному влиянию на результаты испытаний фактора установки, как-то: ее вибрации, погрешности измерений момента трения, частоты вращения, нагрузки и т.д.
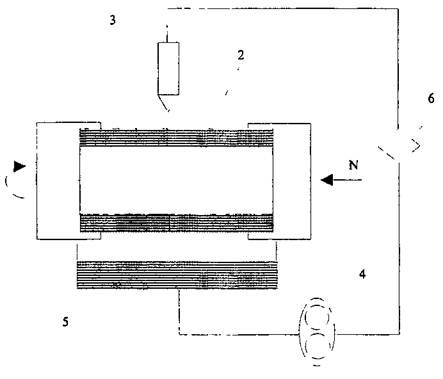
Рис. 3.2 Система смазки образцов на усовершенствованной машине трения 2070 СМТ-1
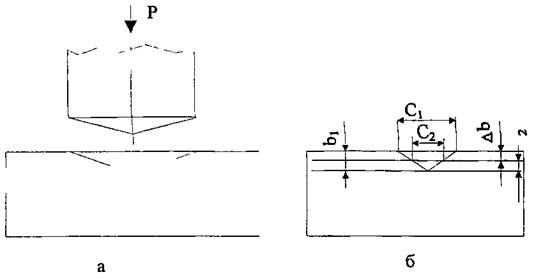
Рис. 3.3. К методике определения линейного износа способом искуственных баз: а) - после вдавливания конусного индентора; б - перед началом испытаний и после испытаний.
При проведении экспериментов регистрировали момент трения с пересчетом в силу трения, определяли линейный износ обоих образцов с пересчетом в суммарную скорость износа, шероховатость поверхностей трения, температуру в зоне трения.
Перед установкой на машину трения поверхности образцов обрабатывались по общепринятой методике ГОСТ 23.210-80. Шероховатость рабочих поверхностей доводилась до Ra < 0,20. С целью исключения микрорезания острые кромки притуплялись до R - 0,5 мм.
Для повышения воспроизводимости результатов применяли предварительную обработку образцов и контролировали сопряжение поверхностей, характеризуемого следами трения на площади не менее 90% рабочей поверхности трения каждого образца [25]. После приработки образцы промывали ацетоном (ГОСТ 2603-79) и сушили в течение 2-х часов при температуре 70 С.
Линейный износ на образцах пар трения «кольцо-кольцо», «диск-колодка», на подвижном ролике пары трения «диск-диск» определялся методом искусственных баз (ГОСТ 23.301-78). В основе этого метода лежит определение количественной величины линейного износа по изменению размеров суживающегося углубления заранее известного профиля, выполненного на исследуемой поверхности (Рис 3.3). Для этого необходимо, чтобы углубление имело в сечении геометрически правильную, заранее заранее известную форму. Тогда о величине износа можно судить по ширине лунки, видимой на испытуемой поверхности. Углубление может иметь форму не только лунки, но любую другую с тем, чтобы один какой-либо ее размер закономерно уменьшался по глубине. Положение дна углубления при износе поверхности остается не неизменным, поэтому оно является той искусственной базой, от которой можно вести измерение расстояния до поверхности. Зная заранее соотношение длинны и глубины отпечатка и наблюдая за его изменением, можно определить величину линейного износа. Суживающееся углубление определенного профиля может быть получено в результате вдавливания наконечника в виде пирамиды или конуса, высверливанием конического углубления, вырезанием вращающимся резцом остроугольной лунки, выпиливанием или вышлифовыванием диском. Размер диагонали предполагаемой величины износа. Чаще всего в качестве индентора применяют квадратную пирамиду с углом при вершине между противоположными гранями 136 или конус с углом при вершине - 120°. Изготавливаются они не только из алмаза, но и из твердых сплавов, а для отпечатков на металлах невысокой твердости - из закаленной инструментальной стали. В зависимости от применяемого индентора и способа его использования различают лунки, полученные на поверхности пластического материала, то величина линейного износа ∆b может быть подсчитана по формуле:
![]()
где ∆b - глубина отпечатка, С - диаметр проекции отпечатка на испытуемой поверхности (индексы 1 и 2 соответствуют измерениям диаметра до и после испытания), Z - коэффициент пропорциональности, постоянный по всей глубине отпечатка, если отпечаток выполнен конусом с углом при вершине α - 120°, Z - 3,464 тогда:
![]()
Получение отпечатков с помощью шариков приводит к большой погрешности, т. к. в этом случае форма отпечатков вследствие упругого восстановления получается отличной от формы шарика, а необходимые поправки производить сложно, потому что они зависят не только от свойств испытуемого материала, но и от величины отпечатка. Основными отрицательными явлениями при всяком вдавливании следует считать упругое восстановление исследуемого материала, но и от величины отпечатка. Основным отрицательным явлениями при всяком вдавливании следует считать упругое восстановление исследуемого металла и выдавливание части металла, которое образует возвышение на поверхности вокруг отпечатка. Эти явления искажают исходную шероховатость поверхности и первое определение диаметра отпечатка, а поэтому требуют выяснения величины вспучивания и деформации для того, чтобы установить, как велика будет ошибка при определении износа у различных материалов, если не учитывать эти явления. Вспучивание металла в данной работе удалялось в ручную мелкозернистым наждачным бруском или на наждачной бумаге. Такие операции производились для пары трения «диск-кольцо», где поверхности трения плоские [23]. Для пары трения «диск-колодка» вспучивание удалялось предварительной приработкой.
Время проведения эксперимента выбиралось эмпирическим путем из условия получения достоверных данных об износе.
Лунки наносились на твердомере БО-2 алмазным конусом с углом при вершине 120°. Измерение отпечатков конуса проводилось на микроскопе МЕТАМ Р-1.
Первая серия испытаний проводилась по четырехшарикововой схеме (рис. 3.2.1.) согласно ГОСТ 9490-75. Испытания имели целью определить противоизносные свойства масел (базового и масел с присадками) и проранжировать их по способности снижать износ.
В качества параметра, оценивающего противоизносные свойства, применялся показатель износа Dи по ГОСТ 9490-75.
Показатель износа Dи определяли при постоянной нагрузке 500Н, время испытаний 60 мин.
Показателем износа Dи в миллиметрах считают среднее арифметическое значение диаметров пятен износа нижних шариков двух параллельных испытаний.
Результаты испытаний представлены в таблице 3.1.
Если показатель износа, характеризующий противоизносные свойства базового масла, равный 1,0, принять за 100%, то улучшение противоизносных свойств можно оценить в процентах по отношению к базовому маслу, что и отражено в таблице 3.1.
Вторая серия испытаний - определение коэффициента трения (антифрикционных свойств) производилась по схеме испытаний «диск-диск» (рис. З.1.). Материалы дисков соответствовали материалу шариков для четырехшариковой схемы (сталь ШХ15 HRC62). Результаты испытаний представлены в таблице 3.2.
Таблица 3.1 - значение показателей износа для различных смазочных материалов.
| № п/п | Смазочный материал | Ср. значение показ-ля износа Dи, мм | Улучшение противоизносных св-в, % |
| 1 | Индустриальное масло И-20 (базовое масло) | 1,0 | 0 |
| 2 | И-20 с присадкой RVS | 0,9 | 10 |
| 3 | И-20 с присадкой 0128 | 0,9 | 10 |
| 4 | И-20 с присадкой 0228 | 0,85 | 15 |
| 5 | И-20 с присадкой 0328 | 0,83 | 17 |
| 6 | И-20 с присадкой ГТН-1 | 0,83 | 17 |
| 7 | И-20 с присадкой ГТН-12 | 0,87 | 13 |
Таблица 3.2 - Значение коэффициента трения для различных смазочных материалов.
| № п/п | Смазочный материал | Коэффициент трения | Улучшение антифрикционных св-в, % |
| 1 | Индустриальное масло И-20 (базовое масло) | 0,85 | 0 |
| 2 | И-20 с присадкой RVS | 0,075 | 10 |
| 3 | И-20 с присадкой 0128 | 0,08 | 0 |
| 4 | И-20 с присадкой 0228 | 0,072 | 10 |
| 5 | И-20 с присадкой 0328 | 0,047 | 41 |
| 6 | И-20 с присадкой ГТН-1 | 0,056 | 30 |
| 7 | И-20 с присадкой ГТН-12 | 0,064 | 20 |
На основании полученных результатов, которые предоставлены в таблице 3.1 и 3.2, можно проранжировать смазочные материалы в ряд, с убыванием противоизносных и антифрикционных свойств:
1 И-20 с присадкой 0328
2 И-20 с присадкой ГТН-1
3 И-20 с присадкой ГТН-12
4 И-20 с присадкой 0228
5 И-20 с присадкой RVS
6 И-20 с присадкой 0128
7 Базовое масло
Третья серия испытаний проводилась по схеме «кольцо-кольцо» (торцы колец), рис. 3.1, согласно ГОСТ 23.224-86 «Обеспечение износостойкости изделий» по группе А.
Сравнительным экспресс испытаниям подвергались следующие материалы:
- сталь 40Х (HRC52) в сочетании с бронзой Вр. С30;
- чугун специальный ЧС (НВ210) в сочетании с серым модифицированным чугуном С4М (НВ252).
Результаты испытаний.
При испытаниях: сталь 40Х в паре с бронзой (нагрузка 800Н, скорость скольжения 0,5 м/с) в базовом масле И-20 - скорость изнашивания составила 117 мкм/ч, а коэффициент трения 0,066.
При этом микротвердость поверхностей трения:
- сталь 40Х - 5720 Мпа;
- бронза Вр. С30 - 2540 Мпа.
При испытаниях идентичных пар трения, но в масле И-20 с присадкой RVS, при идентичном нагрузочно-скоростном режиме скорость изнашивания составила 100 мкм/ч, а коэффициент трения 0,052.
При этом микротвердость поверхностей трения:
- сталь 40Х - 6420 Мпа;
- бронза Вр. С30 - 2740 Мпа.
Результаты испытаний приведены в таблице 3.3.
Таблица 3.3 - Результаты испытаний пары трения сталь 40Х бронза Вр. С30.
| Смазочный материал | Параметры | |||
| Скорость износа, мкм/ч | Коэффициент трения | Микротвердость стали, Мпа | Микротвердость бронзы МПа | |
| И-20 | 117 | 0,066 | 5720 | 2540 |
| И-20 + RVS | 100 | 0,052 | 6420 | 2740 |
| Улучшение свойств, % | 14 | 21 | 11 | 7 |
При испытаниях: чугун специальный ЧС в паре с серым модифицированным чугуном СЧМ (нагрузка 800Н, скорость скольжения 0,5 м/с) в базовом масле И-20 скорость изнашивания составила 10 мкм/ч, а коэффициент трения - 0,127.
При этом микротвердость поверхностей трения:
- ЧС - 3100 Мпа;
- СЧС - 3000 Мпа.
Характер переходного процесса представлен на рис. 3.2.3.
При испытаниях идентичных пар трения, но в масле И-20 с присадкой RVS, при идентичном нагрузочно-скоростном режиме скорость изнашивания составила 8,7 мкм/ч, а коэффициент трения 0,1.
При этом микротвердость поверхностей трения:
- ЧС - 5140 Мпа;
- СЧС - 7240 Мпа.
Результаты испытаний сведены в таблицу 3.4.
Таблица 3.4 - Результаты испытаний пары трения СЧ - СЧМ.
| Смазочный материал | Параметры | |||
| Скорость износа, мкм/ч | Коэффициент трения | Микротвердость ЧС, МПа | Микротвердость СЧМ, МПа | |
| И-20 | 10 | 0,127 | 3100 | 3000 |
| И-20 + RVS | 8,7 | од | 5140 | 7240 |
| Улучшение свойств, % | 13 | 21 | 39 | 59 |
Выводы и рекомендации по внедрению.
Анализируя результаты лабораторных испытаний, которые предоставлены в таблицах 3.1 - 3.4, можно сделать следующие выводы:
1) Применение присадки RVS в базовых минеральных маслах индустриальном И-20 снижает скорость изнашивания материалов от 8 до 14% и механические потери на трение - от 10 до 21%.
2) Применение присадок RVS в базовом масле значительно интенсифицирует образование на поверхностях трения защитных износостойких пленок (вторичных структур). Особенно твердые пленки образуются на чугунах (микротвердость возрастает от 26% до 59%), затем сталях - 11% и в меньшей степени бронзах - 7%.
3) Применение присадки RVS значительно сокращает время приработки (обкатки). Данная присадка может служить в качестве приработочного и модифицирующего материала.
При применении присадки RVS все пары трения становятся чувствительными к быстрому увеличению нагрузки (скорости нагружения, н/с).
При больших скоростях нагружения эффективности присадки нет, и даже проявляется ее отрицательный эффект. Пары работают неустойчиво и склонны к задиру. Поэтому при применении присадки RVS изделие, агрегаты, двигатель необходимо прирабатывать ступенчато от минимальных нагрузок от минимальных нагрузок до эксплуатационных. Величина нагрузки на каждой из ступеней и время работы определяется в зависимости от конструкции изделия и материалов пар трения, т.е. в каждом конкретном случае отдельно.
Сравнения с альтернативными технологиями.
Таблица 3.5 RVS - технология и классический ремонт на примере тележки трамвайного вагона Т-3
| Технологическая операция | Виды ремонта тележки трамвайного вагона Т-3 | |
| Капитальный ремонт с заменой изношенных деталей | Ремонт по технологии RVS | |
| Демонтаж и разборка | Требует специально оборудованное помещение и обученный персонал. | Не требуется |
| Дефектация | Требует оборудования и справочных данных | По косвенным признакам |
| Комплектация запчастями | Требует наличия складов, системы учета и дополнительных материальных затрат на закупку запаса запчастей | Не требуется |
| Сборка и установка | Требует помещения, оборудования и специально обученного персонала | Не требуется |
| Заливка нового масла | Расходуется объем масла в редукторе | RVS добавляются в старое масло |
| Обкатка и замена масла | Работа с неполной загрузкой, дополнительный расход масла | Приработка в течение 20 минут |
Экономическая целесообразность применения данной технологии.
К настоящему времени имеется практический опыт применения данной технологии на оборудовании и технике всех отраслей промышленности, транспорта и энергетике, а именно:
- Гидросистемы:
* масляные насосы любых типов, гидроклапаны, и распределители, гидроцилиндры.
- Компрессоры:
* поршневые и турбокомпрессоры.
- Промышленные редукторы и трансмиссии.
- Отдельно стоящие подшипники, открытые шестеренчатые передачи (как пример -регенеративный воздухоподогреватель на ТЭЦ и ГРЭС).
- Двигатели внутреннего сгорания:
* дизельные и карбюраторные всех типов и марок.
Экономическая целесообразность применения данной технологии. 1) Резкое сокращение расходов на ремонт:
1.1) Замена капитальных и плановых ремонтов на профилактическую обработку.
1.2) Не требуется замена трущихся деталей, т.к. постоянно поддерживая металокерамический слой в рабочем состоянии, можно отказаться от необходимости их замены.
2) Снижение потерь на трение, устранение вибрации, локальных нагревов, механических шумов приводит к экономии электроэнергии до 15 - 20 %, топлива от 15%,
3) Устранение факторов загрязнения масла увеличивает срок его службы в 3 - 5 раз, что приводит к его экономии.
4) Открывается возможность замены в парах трения цветных металлов на сталь.
Применение RVS технологии в ХКП «Горэлектротранс».
Харьковское управление «Горэлектротранса» с июля 1997г. проводит на своем подвижном составе ремонтно-восстановительные работы по RVS - технологии следующих агрегатов и механизмов:
1. Редукторы трамваев
2. Редукторы троллейбусов
3. Компрессоры троллейбусов
4. Гидроусилители насосов на троллейбусах ЗИУ-9 и Rocar
5. Автотранспорт
6. Станочный парк
Суть обработки заключается в восстановлении изношенных пар трения путем наращивания металлокерамического слоя. Ремонт производится в режиме штатной эксплуатации.
За время проведения работ были получены положительные результаты по всем узлам и механизмам. Практический опыт показал, что срок эксплуатации механизмов и агрегатов, обработанных по RVS-технологии, увеличивается в 2-4 раза, и дает значительную экономию, что позволяет рекомендовать к внедрению RVS-технологию.
Похожие работы
... своего дохода, вводить представителя местной власти в состав правления и рекламировать фирменный знак территориального органа.[13] Глава 2 Основные направления в жилищной политике по управлению городским хозяйством в г. Калуге Основным направлением жилищно-коммунальной реформы в крупных городах России является ликвидация муниципальной монополии. При этом, по моему мнению, недопустима ...
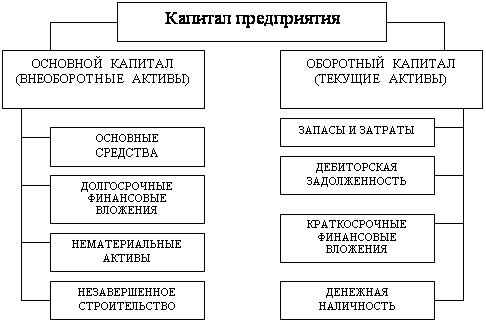

... непрерывного и ритмичного процесса производства предприятия. Основное назначение фондов обращения состоит в обеспечении ресурсами процесса обращения. 1.2 Показатели эффективности управления капиталом, вложенным в имущество предприятия Бизнес в любой сфере деятельности начинается с капитала, т.е. определенной суммы денежной наличности, за счет которой приобретается необходимое количество ...
... в регионе благоприятного инвестиционного климата. Отсюда следует вывод, что использование законодательства Самарской области, в конечном счете, приведет к активному росту экономики региона [11]. 2. Специфика инвестиционных проектов, реализуемых на железнодорожном транспорте 2.1 Основные факторы, определяющие специфику инвестиционных проектов на ж/д транспорте К указанным факторам ...
... за две-три недели. Во время обследований необходимо избегать нарушений в работе других видов транспорта четкой координацией управления ими. Изучение пассажиропотоков позволяет выявить основные закономерности их колебания для использования результатов обследований в планировании и организации перевозок. Иначе говоря, характер изменения пассажиропотоков на маршрутах и в целом по конкретному ...
0 комментариев