Определение
состава и площадей
вспомогательных
отделений цеха
Снижение
материалоемкости
Анализ
технологичности
конструкции
валка
Расчет оправки
с упругими
шайбами
Расчет режимов
резания при
обработке
валка
Анализ исходных
данных
Расчет режимов
резания для
обработки вала
Расчет
приведенной
программы цеха
Определение
числа производственных
рабочих
Конструкторская
часть
Технико-экономические
показатели
проектируемого
участка
Технико-экономические
показатели
проектируемого
цеха
Навигация
Расчет оправки с упругими шайбами
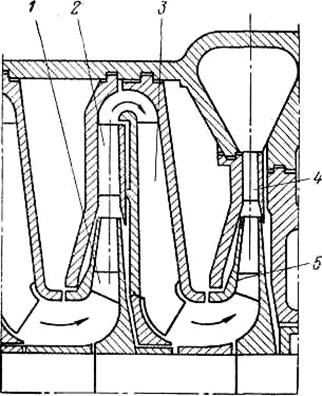
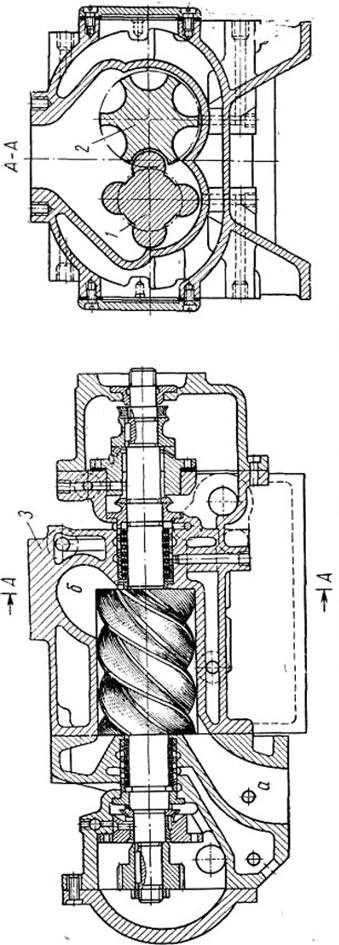
Проектирование цеха ремонта поршневых компрессоров
240996
знаков
36
таблиц
22
изображения
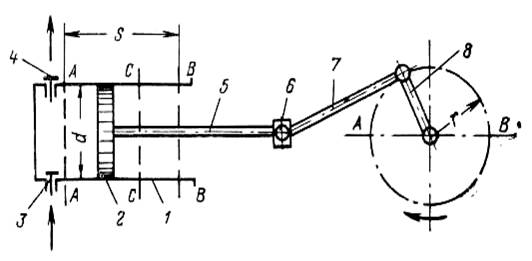
2.6. Расчет оправки с упругими шайбами.
1) Сила резания Pzyx=10*Cp*tx*Sy*vn*Kp
Pzyx=10*300*0,251*0,060,75*70-0,15*2=96 Н ( 9,6 кГс )
Кр=Кмр*Кр*Кр*Кр*Кгр2
2) Крутящий момент Мкр=D/2*P=0.082*96=7.8 Нм
3) Для оправки с Dmin-Dmax=63-80
Pст=7000 Н ; Мкр=30 Нм, видно, что оправка подходит.
Расчет припусков на обработку отверстия валка 65+0,03
| Маршрут обработки | Элементы припуска, мкм | Расчет припуска 2Zb min, мм | Расчет размер мм | Допуск , мм | Размеры загот. мм | Пред. знач. припуска | |||||
| Rzi-1 | Ti-1 | i-1 | i | аmin | аmax | Zmax | Zmin | ||||
| Сверление | - | - | - | - | 30 000 | 30,086 | 210 | 29,79 | 30,0 | - | - |
| Рассверл. | 50 | 70 | - | 0 | 34 000 | 64,086 | 300 | 63,80 | 64,1 | 33,91 | 34,00 |
| Предвар. растач. | 63 | 80 | 84 | 0 | 454 | 64,54 | 300 | 64,3 | 64,6 | 0,50 | 0,50 |
| Чистовое растач. | 40 | 50 | 5 | 0 | 190 | 64,73 | 74 | 64,656 | 64,73 | 0,356 | 0,13 |
| Окончат. растач. | 20 | 20 | 45 | 100 | 300 | 65,03 | 19 | 65,011 | 65,03 | 0,355 | 0,3 |
А) Сверление.
Суммарные отклонения =(y*l)2+C2o , где
Со – смещение оси отверстия ;
y – значение увода оси сверла ;
l – длина просверливаемого отверстия.
=(0,9*88,5)2+252=83,5мкм
Б) Предварительное растачивание.
предв=0,06*=0,06*83,5=5мкм
В) Чистовое растачивание.
чист.=0,04*5=0,2мкм0 ;
Коробление после т.о. ;
кор.=0,5*88,5=45мкм
Г) Окончательное растачивание.
Погрешность от установки в трехкулачковый патрон =100мкм
Заносим все в таблицу.
Расчет припусков на обработку торца валка.
| Маршрут обработки | Элементы припуска, мкм | Расчет припуска 2Zb min, мкм | Расчет размер | Допуск , мкм | Размеры загот. мм | Пред. знач. припуска | |||||
| Rzi-1 | Ti-1 | i-1 | i | max | min | Zmax | Zmin | ||||
| Отрезка | - | - | - | - | - | 86,584 | 2 000 | 89,0 | 87,0 | - | - |
| Черн. подр. торца | 20 | 0 | 1,7 | 100 | 300 | 86,284 | 630 | 86,92 | 86,29 | 2,08 | 0,71 |
| Чист. подр. торца | 50 | 50 | - | - | 100 | 86,184 | 100 | 86,30 | 86,20 | 0,62 | 0,09 |
| Окон. подр. торца | 32 | 30 | 100 | 100 | 204 | 85,98 | 40 | 86,02 | 85,98 | 0,28 | 0,22 |
Резка прутка производится на отрезном станке дисковой пилой.
рез=н*Д=0,01*170,0=1,7мкм
при зажиме в трехкулачковом патроне i=100мкм.
Окончательная подрезка торца.
После т.о. i-1=100мкм ; i=100мкм.
Результаты заносим в таблицу.
Технологический контроль качества валка.
Контроль осуществляется контролером и производственными рабочими. Контроль фасонной поверхности достаточно проблематичен. В данном проекте предлагается контролировать фасонную поверхность с помощью специальной машины. По двум координатам передвигается по программе щуп и выдает отклонение. На выходе ЭВМ выводящая параметры , k и точность расположения, т.е. точность по двум осям и углу.
Похожие работы
... МПа (кгс/см2) 0,588 (6,0) Температура газа начальная,°С от+5 до +15 Температура газа конечная °С, не более 110 Мощность, потребляемая компрессором, кВт 24+1,2 Частота вращения ведущего ротора, об/мин 5446 По техническому заданию за основу принят выпускаемый серийно Читинским машиностроительным ...
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...
... рабочих 6 – 8 %, младшего обслуживающего персонала 2 – 3 %. 4 НАЗНАЧЕНИЕ, СОСТАВ И ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО УЧАСТКА ПО РЕМОНТУ СИСТЕМ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА 4.1 Работы, связанные с ремонтом систем кондиционирования воздуха В настоящее время в пассажирском вагонном депо работы, связанные с ремонтом систем кондиционирования воздуха выполняются в основном на открытых и временно ...
... трудозатраты на проведение ТО-1, чел/час; Т2 - трудозатраты на проведение ТО-2, чел/час; Т3 - трудозатраты на проведение ТО-3, чел/час. Водородное отделение цеха №4 ЗАО «Каустик» состоит из 2 компрессоров одинаковой мощности. Количество трудозатрат на обслуживание водородного отделения определили по формуле , (44) где n – количество обслуживаемых компрессоров, шт. ...
0 комментариев