Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
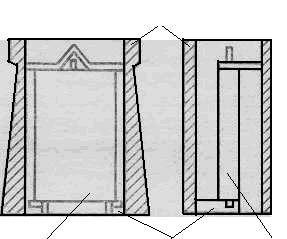
Исследование особенностей процесса затвердевания отливки в массивной изложнице
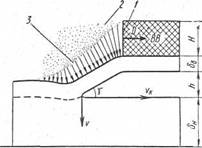
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Влияние химического состава чугуна на качество рабочего слоя валков
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
1.4 Влияние химического состава чугуна на качество рабочего слоя валков
Основным требованием к качеству мукомольных валков, как показали условия их эксплуатации, является высокая износостойкость рабочего слоя, которая во многом обусловлена высокими показателями твердости.
Однако в связи с тем, что на рабочей поверхности мукомольных валков нарезают рифли, к металлу предъявляются требования достаточной вязкости для предотвращения выкрашивания рифлей при эксплуатации валков.
Вместе с тем, как показывают результаты изучения эксплуатации мелющих валков, рифленая поверхность, применяемая на первичных драных системах помола, испытывает повышенные на 20...30% нагрузки по сравнению с валками, имеющими микрошероховатую поверхность, которые используются на конечных стадиях размола.
Поэтому физико-механические свойства рабочего слоя и структура металла, определяемые во многом его химическим составом, должны быть различны, в соответствии с разными служебными требованиями.
Несмотря на это обстоятельство практика производства мелющих валков показывает, что валки, изготавливаемые по одному, устоявшемуся химическому составу, эксплуатируются как на первичном помоле, на драных системах, так и на конечной стадии помола - на размольных системах.
Существующие нормативные документы по изготовлению мукомольных валков регламентируют один состав материала вне зависимости от использования валков в той или иной системе помола, что намного снижает их эксплуатационную стойкость.
Так, например, ГОСТ 2789-59 регламентирует химический состав рабочего слоя валков для нелегированного (белого) и легированного чугунов вне зависимости от особенностей их эксплуатации (таблица 1.2).
Таблица 1.2 - Химический состав рабочего слоя валков
| Тип рабочего слоя | Содержание элементов, мае. % | ||||||
| углерод | кремний | марганец | фосфор | сера | хром | никель | |
| Нелегированный | 3,2-3,7 | 0,4-0,7 | 0,2-0,8 | <0,5 | <0,14 | <0,25 | <0,25 |
| Легированный | 3,4-3,7 | 0,4-0,8 | 0,2-0,8 | <0,5 | <0,14 | <0,35 | 0,5-0,8 |
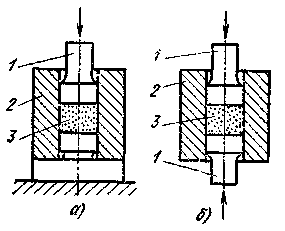
Нелегированный чугун в качестве рабочего слоя валка используется преимущественно при стационарном литье валков.
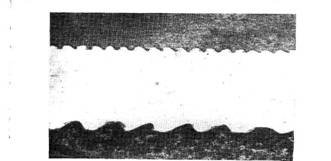
Образование белого чугуна связано с высокой скоростью затвердевания его поверхностных слоев, соприкасающихся (через слой краски) с массивной металлической изложницей и образованием перлитно-цементитной структуры.
По мере снижения скорости затвердевания металла в центральных зонах отливки углерод выделяется в виде графита, при этом, чем дальше от наружной поверхности, тем его больше.
Использование белого чугуна в качестве отбеленного слоя на поверхности бочки валка оказалось малоэффективным при их эксплуатации.
Так мукомольные валки, отливаемые в стационарные формы /30/ с глубиной отбеленного слоя до 0,01 м, после одной-двух переточек настолько теряли износостойкость из-за нарастания количества графитовых включений по глубине слоя, что дальнейшее их использование становилось нецелесообразным.
При этом износостойкость валков оказалось весьма низкой и составляла около 50 суток до первой переточки рифлей на драной линии[30].
Поэтому дальнейшие работы были сосредоточены на использовании валков с рабочим слоем из легированного чугуна, что позволило повысить их стойкость до 4 месяцев, хотя и этот срок считается неудовлетворительным, так как не вписывается в годичный период межремонтных работ, установленный на крупных мелькомбинатах.
Дальнейшее совершенствование конструкции мукомольного оборудования и ввод в эксплуатацию в конце прошлого столетия новых конструкций валков, работающих с повышенными удельными нагрузками, потребовал значительного увеличения их износостойкости, а, следовательно, и совершенствования состава материала рабочего слоя валков.
Химический состав легированного чугуна для рабочего слоя валков был несколько скорректирован по сравнению с действующими нормативами по ГОСТ 2789-59/87/(табл. 1.3).
Таблица 1.3 — Химический состав легированного чугуна для рабочего слоя валков
| Номер технических условий | Содержание элементов,. % | ||||||
| С | Si | Мп | Р | S | Сг | Ni | |
| ТУ 14-2-241-79 МЧМ СССР | 3,4-3,7 | 0,4-1,0 | 0,3-0,8 | <0,5 | <0,16 | <0,4 | 0,5-1,0 |
Твердость металла такого рабочего слоя из легированного чугуна, имеющего состав, приведенный в таблице 1.3, должна соответствовать 62...72 HSD на расстоянии 0,01 м от поверхности бочки валка, однако это условие на практике часто нарушается.
Наличие хрома и никеля в легированном чугуне обусловлено, наряду с получением заданной твердости, необходимостью повышения прочности и вязкости металла рабочего слоя валков, на поверхности которых нарезаются рифли.
Хром, являясь карбидообразующим элементом, увеличивает глубину отбеленного слоя и повышает его твердость.
В работах [21, 24] показано, что хром способствует увеличению переходной зоны валков, что может сказаться на появлении карбидов в сердцевине бочки валков и затруднении процесса расточки отверстий с торцевых ее поверхностей для запрессовки полуосей.
Никель способствует измельчению перлита, созданию более равномерной структуры чугуна и устранению микропористости отливок в отбеленном слое, легируя феррит и измельчая включения графита, и таким образом способствует повышению их прочности и вязкости [36].
Вместе с тем никель является графитизирующим элементом, поэтому повышение его содержания, по данным работы [21], способствует уменьшению чистоты металла в рабочем слое валка.
Таким образом, легирование чугуна рабочего слоя мелющих валков хромом и никелем обеспечивает получение необходимой твердости, снижает преждевременный выход из строя по причине выкрашивания рифлей, а с другой стороны обеспечивает получение чистого по графиту отбеленного слоя и короткой переходной зоны.
В связи с вышеизложенным совершенствование химического состава материалов валков является актуальной задачей и повышение качества материала рабочего слоя должно осуществляться с учетом особенностей их эксплуатации.
Выводы, цель и задачи настоящей работы
- Проанализированы возросшие за последние годы требования, предъявляемые к качеству мелющих валков для пищевой промышленности в области материалов, их физико-механических свойств и конструктивных параметров в зависимости от условий их эксплуатации на современном оборудовании, работающем с высокими удельными нагрузками.
- Установлено, что использование традиционного метода изготовления мелющих валков «промывкой» в условиях стационарного литья не удовлетворяет возросшим требованиям пищевого машиностроения по качественным и экономическим характеристикам.
- Определено перспективное направление в производстве биметаллических мелющих валков способом центробежного литья с горизонтальной осью вращения путем последовательной заливки металла рабочего слоя и сердцевины, позволяющее гарантировать их эксплуатационные свойства на уровне лучших мировых показателей.
- Выявлены проблемные вопросы по унификации конструктивных элементов центробежнолитых мелющих валков, в частности возможности перехода на серийное изготовление валков с полой бочкой для мельниц отечественного производства.
Из представленных выводов вытекают цель и задачи настоящей работы.
Глава П. МЕТОДИКА ИССЛЕДОВАНИЯ
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
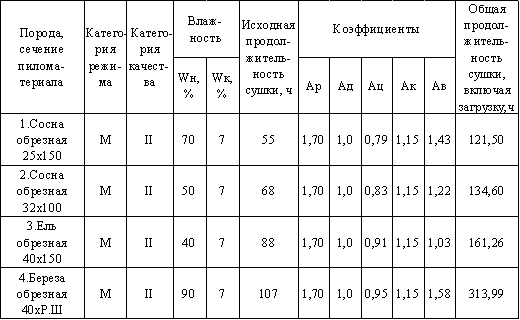
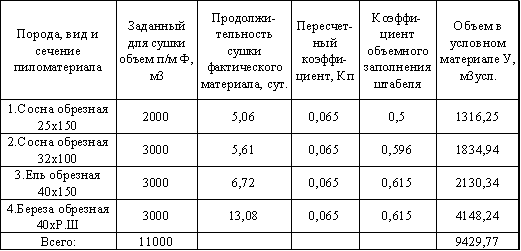
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев