Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Современные требования, предъявляемые к качеству мелющих валков
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
1.1 Современные требования, предъявляемые к качеству мелющих валков
1.1.1 Общие требования к заготовкам валков различного назначения пищевой промышленности
Широкое распространение в пищевой промышленности получило оборудование для переработки различных продуктов и, в частности, их размола в валковых мельницах [1, 2, 3].
Размолу подвергаются такие широко применяемые продукты как пшеница, рожь, какао-бобы, солод, кофе, сахар, соль и др.
Процесс измельчения продуктов на предприятиях пищевой отрасли является одним из основных, так как в значительной мере влияет на выход и качество готовой продукции.
Главным рабочим инструментом мельниц, в которых происходит размол, являются мелющие валки, от качества которых зависит стабильная работа и производительность всего комплекса перерабатывающего оборудования, а также качество выпускаемой продукции.
Мелющие валки работают в сложных условиях, испытывая большие динамические нагрузки и воздействие механических факторов изнашивания.
Преждевременный выход из строя мелющих валков связан не только с остановкой группы мельниц, но и всего производственного цикла, что приводит к значительным временным и экономическим потерям [5, 6].
В связи с этим вопросу эксплуатационной стойкости мелющих валков придается первостепенное значение.
Исходя из специфических условий эксплуатации мелющих валков их стойкость во многом обусловлена дифференцированным характером структуры и свойств металла по сечению отливки, то есть наличием поверхностного отбеленного слоя толщиной 0,020...0,025 м с достаточно высокими значениями твердости (62...72 HSD), равномерно распределенными по длине и сечению бочки валка, и «мягкой» сердцевины с твердостью 180...230 НВ [11, 30].
Применение легированных хромом и никелем чугунов для формирования рабочего слоя мелющих валков /30/ приводит к необходимости в четкой дифференциации макроструктурных зон в сечении бочки валка, так как при достаточной протяженности отбеленного (рабочего) слоя, но наличии хрупкого структурно-свободного цементита в сердцевине валка запрессовка стальных полуосей с торцев бочки сопровождается появлением трещин. Наряду с наличием дифференцированной структуры бочка валка должна обладать 100% сплошностью, то есть прочным свариванием металла рабочего слоя и сердцевины, а также отсутствием дефектов в теле отливки.
Традиционная технология изготовления мелющих валков методом «промывки» в стационарный кокиль, отличающаяся низкой эффективностью процесса, не обеспечивает оптимального соотношения структурных зон по сечению бочки валка, а также равномерного распределения значений твердости и глубины отбеленного слоя по длине и окружности валков, что является одной из основных причин их низкой эксплуатационной стойкости, которая оценивается на уровне 40... 50% от стойкости валков современного производства.
Поэтому существующая практика использования мельничных валков предусматривает их закупку за рубежом.
Использование прогрессивного способа центробежного литья с современной технологией изготовления мелющих валков позволяет решить проблему повышения их стойкости, а также отказаться от закупки дорогостоящей (в 2,0...2,5 раза по отношению к отечественной) импортной продукции.
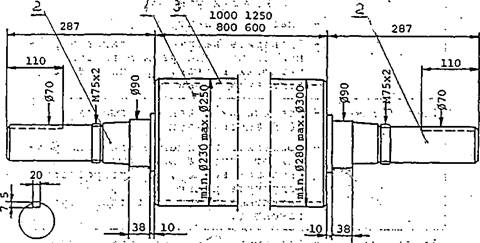
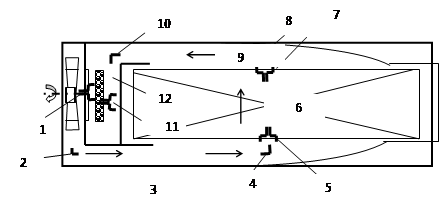
1 - чугунная бочка, 2 - стальные полуоси, 3 - рабочий слой из легированного чугуна
Рисунок 1.1 - Схема конструкции мелющего валка для пищевой промышленности
Общие признаки, характеризующие мелющие валки, используемые в мукомольной, шоколадной, кофейной, пивоваренной и других отраслях пищевого машиностроения (рис. 1.1), сводятся к следующему:
- рабочим органом мелющих валков является биметаллическая чугунная бочка (1), а в качестве опорных элементов применяются стальные полуоси (2) запрессованные с двух торцев бочки;
- наружный (рабочий) слой бочки валков (3) изготавливают из отбеленного легированного чугуна, а внутренний слой - из серого чугуна;
- толщина наружного слоя валков составляет 0,02...0,025 м, а внутреннего слоя 0,06...0,08 м;
- твердость наружного слоя металла составляет 62...72 HSD;
- твердость внутреннего слоя металла составляет 180.. .230 НВ;
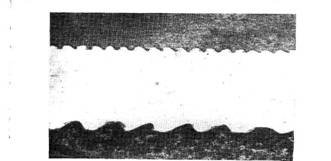
- наружный слой бочки большинства валков подвергается нарезке рифлей для эффективного измельчения пищевых продуктов;
- размеры бочек наиболее распространенных мелющих валков составляют по диаметру 0,25...0,30 м, а по длине 0,6... 1,25 м.
Учитывая общность основных технических характеристик, используемых для большинства применяемых пищевых валков, целесообразно объединить их с точки зрения технологического исполнения в единую группу сменных изделий, используемых в пищевом машиностроении.
Годовая потребность мелющих валков для пищевой промышленности Российской Федерации составляет около 20900 шт. [2, 5, 8] (таблица 1.1).
Таблица 1.1 - Годовая потребность в мелющих валках для пищевой промышленности РФ
| Тип валков | Диаметр и длина бочки, м | Годовая потребность | |||
| масса | количество | ||||
| T | % | шт. | % | ||
| Мукомольные (для крупных предприятий) | 0,25x1,0 | 5000 | 70,0 | 15000 | 72,0 |
| Мукомольные (для мини-производств) | 0,25x0,30 | 1000 | 13,7 | 4000 | 19,0 |
| Шоколадные (размол какао-бобов) | 0,4x1,2 | 300 | 4,0 | 400 | 1,8 |
| Пивоваренные (размол солода) | 0,4x1,0 | 800 | 11,0 | 1000 | 4,8 |
| Кофейные (размол зерен кофе) | 0,25x0,30 | 100 | 1,3 | 500 | 2,4 |
| Всего: | 7200 | 100 | 20900 | 100 | |
Анализ табличных данных свидетельствует о том, что около 84% по массе и 90,0% по количеству мелющих валков в пищевой промышленности составляют мукомольные валки для крупных и мелких предприятий.
Учитывая однотипность технических характеристик мелющих валков, применяемых в пищевом машиностроении, целесообразно в дальнейшем рассматривать особенности их использования и технологические приемы изготовления на примере наиболее распространенных валков, применяемых в мукомольной отрасли.
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
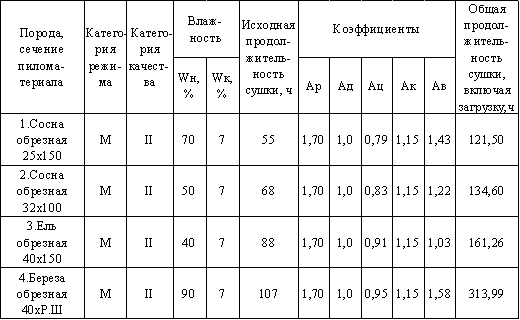
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев