Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Определение кинетики затвердевания рабочего слоя валков
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
3.2 Определение кинетики затвердевания рабочего слоя валков
Оценка продолжительности и скорости затвердевания рабочего слоя валков в массивной изложнице необходима для определения временного интервала между окончанием затвердевания рабочего слоя металла и началом заливки металла внутреннего слоя валка, а также ее влияния на физико-механические свойства металла.
Для расчета продолжительности затвердевания бочки валка в поле действия центробежных сил примем следующие значения геометрических и теплофизических параметров [38...40].
Размеры и масса:
di - внешний диаметр заготовки 0,26 м
dj - внутренний диаметр рабочего слоя 0,18 м
di - внутренний диаметр заготовки 0,08 м
L - длина заготовки 1,2 м
Gj - масса металла рабочего слоя 2391 н
Gj - масса металла заготовки 4214 н
Fj - поверхность охлаждения 1,1 м2
D2 - внешний диаметр изложницы 0,504 м
D2 - внутренний диаметр изложницы 0,264 м
G2 - масса изложницы 11613 н
ХПок - толщина теплоизоляционного покрытия 0,002 м
Термофизические коэффициенты:
Yi - удельный вес чугуна (жидкого) 68600 н/м
С - удельная теплоемкость жидкого чугуна 837,4 Дж/кг-°С
Ci - удельная теплоемкость материала отливки 753,6 Дж/кг«°С
С2 - удельная теплоемкость материала изложницы 481,5 Дж/кг-°С
X - коэффициент теплопроводности отливки 37,21 Вт/м«°С
Xпок. - коэффициент теплопроводности покрытия 0,7234 Вт/м-°С
р - удельная теплота кристаллизации 267929 Дж/кг.
Температуры:
Lикв. - температура ликвидус 1270°С
W - температура солидус 113 0°С
t2 - начальная температура изложницы 180°С
W ~ температура заливки чугуна 1350°С
Рабочий слой мелющего валка из хромоникелевого чугуна с химическим составом:
С = 3,2...3,4%, Si = 0,35...0,45%, Мп = 0,5...0,6%, S < 0,10%, Р < 0,15%, Сг = 0,3...0,4%, Ni = 0,6...0,8%.
Внутренняя поверхность изложницы покрывается теплоизоляционной смесью, состоящей из кварцевого песка марки КО 16 в количестве 95% и связующей смолы СФП-011Л в количестве 5%.
Продолжительность затвердевания рабочего слоя бочки валка (т) состоит из трех периодов:
т = т1+т2+т3 сек. (3.20)
где m1 - период заливки металла, сек;
m2 - период отвода теплоты перегрева, сек; mз - период затвердевания металла, сек.
Первая стадия формирования определяется продолжительностью течения металла, которая из практических данных соответствует времени m1 = 0,15 сек.
Во второй стадии, благодаря естественной конвекции, температура металла по сечению жидкого металла выравнивается при незначительной интенсивности охлаждения.
В этом случае величиной газового зазора можно пренебречь.
Продолжительность отвода теплоты перегрева х2 определяется по формуле [43]:
после подстановки исходных данных получим:
2391-837,4(1350-1270)
9,8-1,1-361,7(1350-407)
При этом интенсивность охлаждения отливки составляет:
Третья стадия охлаждения отливки (затвердевание) характеризуется образованием газовой прослойки между нею и формой.
Толщина газового зазора определяется из выражения /43/:
где ат - коэффициент линейного расширения твердого металла 1/°С;
tкр-температура кристаллизации, °С.
Примем для чугуна значение ат = 10 • 4 • 10"* 1/°С.
Температура tKp определится из выражения:
Величина tK определяется по формуле (3.12) при Q0Kp = О
Произведем оценку влияния внешнего охлаждения Q0Icp изложницы на величину tK=3,14x0,504x1,2 = 1,9м2
где - коэффициент теплоотдачи на внешней поверхности изложницы, вращающейся в воздушной среде, Вт/(м • °С)
Значение В = 2,4 при температуре стенки изложницы 180°С определяем из графика [25]
W = окружная скорость - 16 м/сек
Таким образом, эффект от внешнего охлаждения массивной изложницы практически ничтожен (0,4%), вследствие малой интенсивности теплообмена на ее наружной поверхности.
После подстановки найденных значений в формулу (3.22) получим: Хгаз=10,4-10-6(1200-552)-0,13 = 0,0008м.
Образование газового зазора толщиной 0,0008 м соответствует температуре металла, равной 552°С. В процессе охлаждения отливки величина газового слоя изменяется от нуля до найденного значения 0,0008 м. Поэтому средняя за процесс величина газового слоя может быть приближенно принята равной 0,0004 м.
Учитывая, что в поле действия центробежных сил усадка отливки затруднена [50], примем в расчетах (при = 100) величину газовой прослойки равной 50% от расчетной, т.е. Х^. = 0,0002 м.
Значение составляет 0,058 Вт/(м2 °С).
Величина Bi = 0,174 соответствует средней интенсивности теплообмена, поэтому продолжительность затвердевания отливки в нашем случае можно определить с помощью разности критериев Фурье [43]:
где — толщина затвердевающей зоны по сечению отливки, м;
- толщина жидкой зоны, м;
а = коэффициент температуропроводности, {а = 10,6 • Ю-6 м2 /сек ) /43/. Принимая значения = 1 при полном затвердевании отливки и 0 при отсутствии жидкой фазы, получим:
Таким образом величина т3 = 255 + 44 = 299 сек, а с учетом продолжительности заливки (г = 15 сек) общая продолжительность затвердевания рабочего слоя бочки валка составит 314 сек (5,23 мин).
Наряду с расчетным методом оценки продолжительности затвердевания рабочего слоя валков в работе использовали экспериментальный метод путем погружения жидкого свинца во вращающуюся форму с затвердевающим металлом.
Опыты проводили на центробежной машине конструкции ЦНИИТМАШ на отливках с внешним диаметром 0,26 м и внутренним 0,12 м.
Заливка металла рабочего слоя валка производилась при частоте вращения формы, соответствующей гравитационному коэффициенту = 100.
Температура заливки составляла 1350°С, продолжительность заливки металла ~ 15 сек. Толщина теплоизоляционного покрытия составляла 0,001, 0,002 и 0,003 м.
Свинец нагревали до 600...650°С и путем его ввода во вращающуюся форму заливали в кристаллизующийся металл в три приема через определенный интервал времени.
Масса заливаемого свинца составляла за один прием 1 кг.
После охлаждения отливки и ее извлечения из формы ее разбивали на копре и на изломах производили замеры расстояния полосок свинца от внешней поверхности.
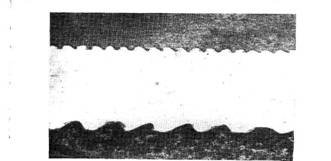
На рис. 3.9 показано, что свинец, введенный через 1,3; 2,5 и 3,8 мин в процессе затвердевания отливки с теплоизоляционным покрытием толщиной 0,002 м четко фиксирует границы затвердевания металла на расстоянии 0,015, 0,026 и 0,034 м от внешней ее поверхности.
Аналогичным образом проведены опыты по определению продолжительности затвердевания рабочего слоя валка с использованием теплоизоляционного слоя толщиной 0,001 и 0,0035 м.
Результаты экспериментальных данных, полученных при использовании ввода свинца во вращающуюся форму для оценки кинетики затвердевания рабочего слоя валка при различной толщине теплоизоляционного слоя приведены в табл. 3.4 и на рис. ЗЛО.
На рис. 3.10 также обозначены расчетные данные по продолжительности затвердевания рабочего слоя отливки.
Анализ полученных результатов свидетельствует о близкой сходимости расчетных и экспериментальных данных, что позволяет с высокой степенью надежности пользоваться расчетными методами для определения временных параметров интервала между заливками двух металлов.

Рисунок 3.9 -Поперечный излом стенки отливки с прослойками свинца после его ввода через 1,3; 2,5 и-3,8 мин.
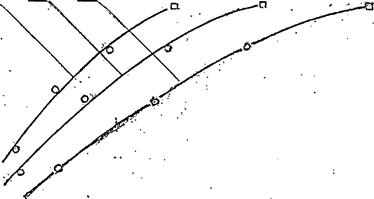
Рисунок 3.10 – Кинетика затвердевания рабочего слоя валка при различной толщине теплоизоляционного покрытия
Таблица 3.4 - Влияние толщины слоя покрытия на скорость затвердевания рабочего слоя валка
| Толщина слоя теплоизоляционного покрытия, м | Граница кристаллизации от внешней поверхности отливки,м | Продолжи-тельность нарастания твердой корки металла, мин | Линейная скорость затвердевания, мм/мин | Средняя скорость затвердевания, мм/мин |
| 0,001 | 0,018 0,026 0,034 0,040 | 1,3 2,0 2,8 3,8 | 13,8 13,0 12,0 10,5 | 10,52 |
| 0,002 | 0,015 0,026 0,034 0,040 | 1,3 2,5 3,8 5,2 | 11,5 10,4 9,0 7,7 | 7,65 |
| 0,0035 | 0,015 0,025 0,033 0,040 | 2,0 3,5 5,0 6,8 | 7,5 7,2 6,6 6,9 | 5,88 |
Таким образом с помощью расчетного метода определена и экспериментально подтверждена кинетика и общая продолжительность затвердевания рабочего слоя валка, а также зависимость теплообменных процессов в системе «отливка - зазор - изложница» от толщины и свойств теплоизоляционного слоя на внутренней поверхности изложницы.
Выбранный интервал толщины теплоизоляционного покрытия 0,001...0,0035 м является наиболее характерным для отливки бочки пищевых валков, а полученные при этом закономерности позволяют в дальнейшем устанавливать взаимосвязи между кинетикой затвердевания и свойствами металла для последующего определения технологических параметров литья.
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев