Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Технологический регламент вращения формы
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
4.4 Технологический регламент вращения формы
Частота вращения формы является важным параметром технологического процесса, во многом предопределяющим свойства отливки.
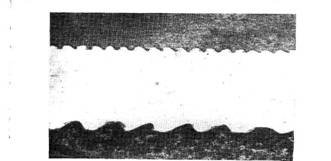
При заниженной частоте вращения формы в отливках появляется рыхлота, «слоистость», структура становится неоднородной [34,40].
При повышенной частоте вращения формы возникают трещины, усиливается пригар на поверхности отливок, а также усиливается ликвация элементов по удельным весам и др. [45, 47].
Представленный в главе 1 анализ существующих формул для определения частоты вращения формы [44...47] показывает, что стремление к их универсальности не дает положительных результатов, так как многообразие технологических факторов, свойств материалов отливок и их размеров усложняет их применение.
В настоящем разделе для определения частоты вращения формы исходили из экспериментальных данных гидродинамического состояния жидкости во вращающейся форме, учитывающих процесс вовлечения слоя жидкости во вращение.
Опыты свидетельствуют о том (глава 3), что наиболее благоприятные условия формирования заготовок возникают в случае быстрого вовлечения металла до скорости вращения формы, что достигается при достаточно высоких значениях гравитационного коэффициента (К = 100... 110).
При указанных значениях гравитационного коэффициента структура металла становится более однородной, что благоприятно сказывается на его физико-механических свойствах.
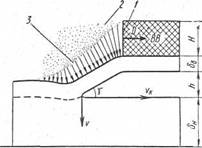
В соответствии с этими данными определим частоту вращения формы (п) для рабочего слоя валка толщиной 0,04 м, для вовлечения которого с минимальным временем до скорости вращения формы требуется утяжеление (К) в 100 раз (рис. 3.4)
где г - внутренний радиус отливки, м.
Для формирования рабочего слоя заготовки бочки мукомольного валка, имеющего г = 0,09 м, частота вращения формы в соответствии с формулой (4.5) составит 1000 об/мин.
При заливке внутреннего слоя заготовки бочки валка с величиной г = 0,065 м частота вращения формы составляет п = 1176 об/мин.
Как показано в работе /103/ увеличение частоты вращения формы при заливке второго слоя металла способствует улучшению свариваемости двух разнородных металлов.
По окончании процесса затвердевания второго слоя металла частота вращения формы с целью снижения уровня вибрации и улучшения условий работы машины снижается до 800 и 400 об/мин.
4.5 Термовременные параметры режима заливки двух разнородных металлов в форму
При изготовлении биметаллических заготовок значительная роль отводится таким факторам как:
- температура заливки первого и второго металлов;
- продолжительность перерыва между заливками двух металлов;
- скорость заливки каждого из двух металлов;
- частота вращения формы при заливке двух металлов.
Нахождение зависимости между указанными параметрами для отливок определенной конфигурации позволяет определить пути получения высококачественных заготовок с прочным свариванием двух слоев металла.
В литературе приводятся примеры получения биметаллических чугунных заготовок, основанные на технологии, при которой заливка второго металла осуществляется на полностью затвердевший первый металл /30, 34/.
При этом рекомендуется производить заливку второго металла в момент понижения температуры внутренней поверхности первого металла на 120... 150°С ниже температуры его затвердевания [34].
Такая технология предусматривает использование флюса на внутренней поверхности первого металла, для защиты его от окисления, которое может стать причиной несваривания двух металлов.
Известно, что вводимый в полость формы флюс, наряду с положительным воздействием на жидкий металл, может явиться причиной его загрязнения неметаллическими включениями [33].
Учитывая сложности, связанные с применением флюса, в настоящей работе исследовали возможность заливки второго металла на поверхность еще не полностью затвердевшего первого слоя с возможностью их частичного перемешивания с созданием переходного слоя без применения флюса.
С этой целью после заливки из ковша металла рабочего слоя во вращающуюся форму и перерыва, соответствующего продолжительности перемещения границы затвердевания рабочего слоя до ее внутренней поверхности, производится заливка из того же ковша остатка жидкого металла, промодифицированного ФС-75, который, взаимодействуя с незатвердевшей твердожидкой фазой, образует прочную переходную зону.
Указанный режим порционной заливки двух металлов для формирования биметаллических заготовок требует строгого учета временных особенностей затвердевания чугуна во вращающейся форме, которые отражены в главе 3.
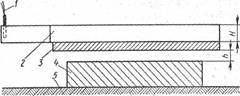
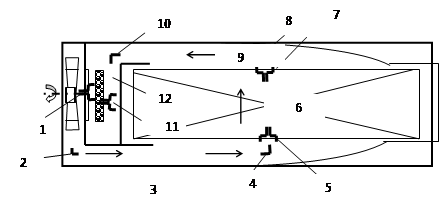
С учетом этих особенностей составлен совмещенный с режимом вращения формы график заливки двух металлов во вращающуюся форму применительно к наиболее распространенным мукомольным валкам с размерами бочки 0 0,25x1,0 м (рис. 4.4).
Основные операции процесса заливки металла в форму состоят в следующем:
- заливка рабочего слоя со скоростью 200 н/сек при температуре 1350°С±10°С;
- выдержка металла в форме в течение 5,2 мин., в течение которой граница рабочего слоя перемещается к ее внутренней поверхности (рис. 3.9);
- заливка второго металла в форму после модифицирования в ковше ФС-75 при температуре 1340°С± 10°С;
- выдержка металла в форме до полной ее остановки. Разработанный режим порционной заливки металла во вращающуюся форму обладает рядом технико-экономических преимуществ по сравнению с традиционным способом получения подобных биметаллических заготовок [30, 33,34]:
- упраздняется необходимость в работе второго металлургического агрегата по выплавке металла внутреннего слоя валка, так как его приготовление осуществляется путем модифицирования ФС-75 в ковше;
- устраняется необходимость в вводе флюса на поверхность рабочего слоя, залитого в форму;
- улучшаются экологические и технико-экономические показатели процесса за счет высвобождения трудозатрат, сокращения расхода материалов и электроэнергии на операции плавки второго металла, а также приготовления и хранения флюса.
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев