Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Технологический регламент вращения формы
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
4.4 Технологический регламент вращения формы
Частота вращения формы является важным параметром технологического процесса, во многом предопределяющим свойства отливки.
При заниженной частоте вращения формы в отливках появляется рыхлота, «слоистость», структура становится неоднородной [34,40].
При повышенной частоте вращения формы возникают трещины, усиливается пригар на поверхности отливок, а также усиливается ликвация элементов по удельным весам и др. [45, 47].
Представленный в главе 1 анализ существующих формул для определения частоты вращения формы [44...47] показывает, что стремление к их универсальности не дает положительных результатов, так как многообразие технологических факторов, свойств материалов отливок и их размеров усложняет их применение.
В настоящем разделе для определения частоты вращения формы исходили из экспериментальных данных гидродинамического состояния жидкости во вращающейся форме, учитывающих процесс вовлечения слоя жидкости во вращение.
Опыты свидетельствуют о том (глава 3), что наиболее благоприятные условия формирования заготовок возникают в случае быстрого вовлечения металла до скорости вращения формы, что достигается при достаточно высоких значениях гравитационного коэффициента (К = 100... 110).
При указанных значениях гравитационного коэффициента структура металла становится более однородной, что благоприятно сказывается на его физико-механических свойствах.
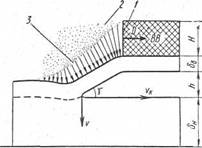
В соответствии с этими данными определим частоту вращения формы (п) для рабочего слоя валка толщиной 0,04 м, для вовлечения которого с минимальным временем до скорости вращения формы требуется утяжеление (К) в 100 раз (рис. 3.4)
g 900-g vJ
откуда
n=-j=r об/мин (4.5)
где г - внутренний радиус отливки, м.
Для формирования рабочего слоя заготовки бочки мукомольного валка, имеющего г = 0,09 м, частота вращения формы в соответствии с формулой (4.5) составит 1000 об/мин.
При заливке внутреннего слоя заготовки бочки валка с величиной г = 0,065 м частота вращения формы составляет п = 1176 об/мин.
Как показано в работе /103/ увеличение частоты вращения формы при заливке второго слоя металла способствует улучшению свариваемости двух разнородных металлов.
По окончании процесса затвердевания второго слоя металла частота вращения формы с целью снижения уровня вибрации и улучшения условий работы машины снижается до 800 и 400 об/мин.
Глава V. ПРОМЫШЛЕННОЕ ВНЕДРЕНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МЕЛЮЩИХ ВАЛКОВ
5.1 Внедрение разработанного технологического процесса производства мелющих валков в промышленных условиях
Промышленное внедрение технологии получения мелющих валков для пищевой отрасли (мукомольной, кондитерской, пивоваренной) осуществлялось в литейном цехе ООО «Орловский литейный завод им. Медведева».
Производство мелющих валков включает следующие технологические операции:
- плавка металла для получения двухслойной бочки валка;
- отливка двухслойных заготовок бочек валков на центробежной машине;
- механическая обработка бочек валка;
- механическая и термическая обработка полуосей;
- запрессовка полуосей с торцев бочки;
- окончательная механообработка валка;
- балансировка валка;
- нарезка рифлей или нанесение микрошероховатости на поверхности валков.
5.1.1 Плавка металла для получения двухслойной бочки валка
Плавка металла поверхностного рабочего слоя валка производится в индукционной тигельной печи промышленной частоты ИCT-0.4 предназначенной для получения жидкого литейного чугуна, как серого, так и легированного.
Печь обеспечивает интенсивное перемешивание металла с получением однородного химического состава и низкого угара элементов.
В качестве шихтовых материалов применяются:
- чушковый чугун по ГОСТ 805-80 марок Ш, П2, ПЛ1, ПЛ2;
- стальной лом, соответствующий ГОСТ 2787-86 марок 1А и 2А;
- лом (бой) валков из легированного чугуна;
- отходы и лом серого чугуна;
- ферросплавы и лигатуры для легирования и модифицирования чугуна: ферросилиций ФС75 ГОСТ 1415-93, ферромарганец ФМн 70-78 ГОСТ 4755-79, феррофосфор ФФ 14-18 по ТУ 14-5-72-80, феррохром ФХ 650-800А ГОСТ 4557-79, никель металлический Н-3, Н-4 ГОСТ 849-70.
При плавлении металлошихты в печи происходит угар и потери элементов, входящих в ее состав. Угар основных элементов в печи с кислой футеровкой в % от массы элемента в шихте составляет:
Углерод Кремний Марганец Хром
3-5 10-15 8-10 до 10
Общий угар при плавке чугуна в печи ИCT-0.4 не превышает 5-10% от массы шихты.
Все загружаемые в печь материалы должны быть сухими.
Загрузка печи проводится так, чтобы тигель был плотно заполнен шихтой, что позволяет сократить длительность плавки, обеспечить меньшую окисляемость металла, уменьшить износ тигля и потери электроэнергии.
После полного расплавления шихты при температуре металла в печи 1400°С производится отбор пробы на химанализ и производится доводка состава металла добавлением необходимого количества стали и ферросплавов.
Через 25...30 мин после присадки стали и ферросплавов производится отбор второй пробы на химанализ.
После получения результатов второго химического анализа производится корректировка состава присадкой ферросплавов в печь.
Химический состав базового металла на выпуске из печи должен соответствовать:
С = 3,2...3,4%, Si = 0,60...0,70%, Mn = 0,40...0,70%, P = 0,5...0,6%, S < 0,10%, Cr = 0,40...0,60%, Ni = 0,80...1,0%, Mo = 0,1...0,3%.
При температуре 1470°С ± 10°С производится отливка технологической пробы.
Технологическая проба должна быть полностью светлой без графитовых включений.
После подготовки металла согласно заданного химического состава производится его выпуск в подготовленный ковш необходимой емкости.
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев