Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Исследование и выбор состава рабочего слоя мелющих валков
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
4.6 Исследование и выбор состава рабочего слоя мелющих валков
Особенности эксплуатации мелющих валков, рассмотренные в 1 главе, показали, что материал их рабочего слоя в процессе переработки зернопродуктов испытывает высокие нагрузки в сложных условиях абразивного износа, поэтому выбор необходимого состава чугуна является одним из основных факторов эффективности размольного процесса.
Выбор материала рабочего слоя бочки мелющих валков предусматривает оптимизацию их составов с учетом специфических условий их эксплуатации.
Анализ работы мелющих валков показывает, что из-за принципиального различия их функций при первичном дроблении (драные системы) и вторичном помоле (размольные системы) состав материала рабочего слоя должен различаться, вопреки существующей практике с использованием однотипного состава, что приводит к их повышенному износу.
Поэтому одним из требований к составу рабочего слоя мелющих валков является избирательный подход в зависимости от условий их эксплуатации.
В связи с определяющим влиянием твердости металла на служебные свойства валков выбор состава их материалов производили в основном с учетом этого фактора.
При этом учитывалась также необходимость создания однородной мелкодисперсной структуры отбеленного слоя бочки валка глубиной 0,020...0,025 м от его поверхности.
При первичном дроблении на валках с нарезанными рифлями в щелевой зоне между ними продукты переработки испытывают деформации сдвига-среза, а поверхностный слой валков значительные нагрузки, способствующие интенсивному износу материала валка.
Поэтому рабочий слой рифленых валков должен обладать сравнительно высокой твердостью, но при этом ее верхний предел не должен превышать значений 72 HSD, выше которых возникают трудности с нарезкой рифлей.
Нижний предел твердости рифленых валков должен гарантировать отсутствие графитовых включений в отбеленном слое с уровнем 66 HSD.
Таким образом оптимальная твердость рабочего слоя рифленых валков должна быть в пределах 66...72 HSD.
Анализ традиционно используемых составов рабочего слоя мелющих валков свидетельствует о широких пределах применения основных и легирующих элементов сплава [24]:
С = 3,0...3,8%, Si = 0,2...1,2%, Мп = 0,4...1,2%, Сг = 0,4...1,0%, Ni = 0,3...2,5%, Р < 0,4%, S < 0,2%.
Повышенное содержание углерода в рабочем слое валков с рифленой поверхностью в количестве 3,6...3,8% способствует увеличению твердости металла, а также понижению его вязкости и охрупчиванию материала, что ведет к выкрашиванию рифлей [30].
Понижение содержания углерода способствует проявлению в большей мере положительного эффекта при небольших добавках легирующих элементов .
Поэтому, наряду с понижением содержания углерода до значений 3,2...3,4%, необходимо принимать меры к увеличению вязкости материала рабочего слоя валка, чему способствует ввод никеля в количестве 0,7...0,9%.
Несмотря на то, что повышение содержания никеля ведет к образованию более дисперсной структуры и улучшению вязкости металла, что положительно сказывается на работоспособности рифленых валков, сочетание его с хромом, карбидообразующим элементом, свыше 1,0% каждого в отдельности, ухудшает отбеливаемость рабочего слоя [21], поэтому содержание хрома в пределах 0,3.. .0,5% может считаться рациональным.
Уровень содержания кремния в чугуне предпочтительнее удерживать в пределах 0,4...0,6%, так как при большем его количестве твердость металла рабочего слоя заметно снижается [30].
Для повышения дисперсности структуры металла вводили 0,1 ...0,3% Мо.
Таким образом, рекомендованный состав для рабочего слоя валков с рифленой поверхностью представляет в %:
С = 3,2...3,4; Si = 0,4...0,6; Мп = 0,4...0,6; Сг = 0,3...0,5; Ni = 0,7...0,9, S < 0,02; Р < 0,2; Мо = 0,1...0,3.
Выбор материала рабочего слоя мелющих валков с микрошероховатой поверхностью, работающих в размольных системах, производили с учетом специфических особенностей процесса их эксплуатации.
Изнашивание поверхности этих валков происходит под воздействием усилий, которые возникают при размоле продуктов, испытывающих деформации сдвиг-сжатие, т.е. при меньших нагрузках на валок по сравнению с драными системами помола.
Поэтому уровень предела твердости рабочего слоя этих валков ниже, чем в валках, используемых в драных системах, и составляет 62...65 HSD.
Наряду с указанными характеристиками твердости чугуна, решающее значение в процессе эксплуатации этих валков приобретает самовосстанавливаемость микрошероховатой поверхности рабочего слоя при ее изнашивании.
Отсутствие этого качества приводит к образованию полированной поверхности рабочего слоя валков, что сводит к нулю их способность к дальнейшему истиранию продуктов размола и они начинают работать в холостом режиме.
Для повышения самовосстанавливаемости микрошероховатой поверхности валков использовали специфическую способность фосфора к образованию легкоплавкой фосфидной эвтектики в виде сетки по границам зерен.
Чрезмерное повышение содержания фосфора (более 0,7%) ведет к охрупчиванию чугуна, поэтому рекомендуемый уровень составляет 0,5...0,7%.
Содержание углерода при требуемой твердости может быть снижено до 3,1... 3,3 л).
Некоторое повышение содержания кремния по сравнению с нарезными валками до 0,6...0,8% способствует образованию фосфидной эвтектики более компактной формы.
Содержание никеля по сравнению с валками, имеющими рифленую поверхность, может быть понижено до 0,5...0,7% в связи с отсутствием необходимости увеличения вязкости чугуна для нарезки рифлей.
Таким образом, рекомендуемый состав рабочего слоя валка с микрошероховатой поверхностью представляет в %:
С = 3,1...3,3; Si = 0,6...0,8; Мп = 0,4...0,6; Сг = 0,3...0,4; Ni = 0,5...0,7; S < 0,02; Р = 0,5...0,7; Мо = 0,1...0,3.
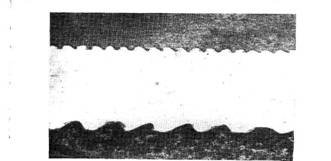
В процессе всего цикла эксплуатации валков с рабочим слоем, содержащим включения фосфидной эвтектики, износ поверхности определяется различной способностью твердой и хрупкой (фосфидная эвтектика) и вязкой (металлическая основа) составляющих структуры чугуна к изнашиванию, в результате чего появляются выступы и впадины в виде микрошероховатости на поверхности бочки валка.
Для обеспечения более равномерного и компактного распределения фосфидной эвтектики в чугуне, а также повышения дисперсности его структуры рекомендуется ввод молибдена в количестве 0,1...0,3%.
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев