Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Объект исследования и общие методические положения работы
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
2.1 Объект исследования и общие методические положения работы
В соответствии с поставленной в работе целью объектом исследования являлись наиболее распространенные в пищевом машиностроении мукомольные валки с диаметром бочки 0,26 м и длиной 1 м.
Учитывая, что технические требования к мелющим валкам, используемым в пищевой промышленности, по основным параметрам — твердости металла рабочего слоя, его структуре, толщине рабочего слоя, составу металла рабочего слоя и сердцевины, а также размерам практически совпадают, допустимо распространить полученные результаты, касающиеся технологии изготовления бочек мукомольных валков.
Изготовление мукомольного валка, также как и всех других мелющих валков, состоит из ряда последовательных операций, которые заключаются в следующем [3, 39]:
- отливка двухслойной бочки валка;
- первичная механическая обработка бочки с внешней и внутренней поверхности и вырезка кольцевого темплета для определения качества металла у противоположного от начала заливки торца;
- механическая обработка бочки с расточкой торцевой поверхности под запрессовку полуосей;
- запрессовка полуосей;
- механическая обработка полуосей и шлифовка бочки;
- балансировка валка;
- нанесение микрошероховатости на поверхности бочки валка.
Отливку бочки валков осуществляли в условиях литейного цеха ООО «Орловский литейный завод имени Медведева». Чугун для отливки валков получали соответственно из индукционных тигельных печей емкостью ИCT-0.4.
Из печей чугун выпускали в ковш и передавали в заливочное отделение участка центробежного литья.
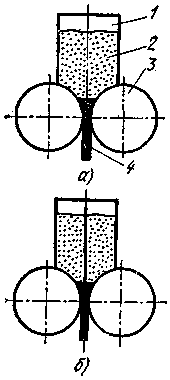
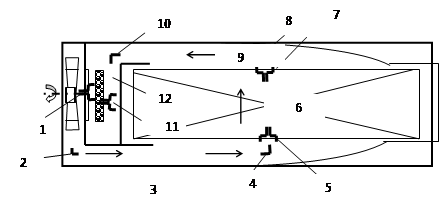
Для отливки валков использовали центробежные машины конструкции ЦНИИТМАШ (рис. 2.1).
Заливку осуществляли с помощью заливочного устройства, которое состоит из чаши и литниковой воронки, укрепленных на поворотном кронштейне.
Рабочий слой необходимого состава заливали во вращающуюся форму, строго контролируя его массу для получения необходимой толщины слоя.
Контроль массы заливаемого металла осуществлялся с помощью тензометрических весов марки KGW 5 с точностью показаний ±0,1%.
Первичная механическая обработка бочки валка и отрезка темплета для исследования качества металла производилась на токарном станке.
Толщина вырезанного темплета составляла 0,01 м, а расстояние от торца бочки до вырезаемого места 0,05 м.
Механическая обработка бочки и расточка отверстий под запрессовку цапф осуществлялась на токарных и расточных станках.
Для валков типа А1-БЗН диаметр отверстия под расточку составляет 0,16 м, а глубина 0,2 м с обеспечением необходимой точности размеров с допусками под прессовую посадку для последующей запрессовки цапф.
Запрессовка цапф осуществлялась в холодном состоянии на прессе (модель П6736 объединения «Прессмаш»).
В качестве материала полуосей использовалась сталь марки 45 (ГОСТ 1050-88) или сталь марки 40Х (ГОСТ 4543-71) с твердостью после термообработки HRC = 31.. .36.
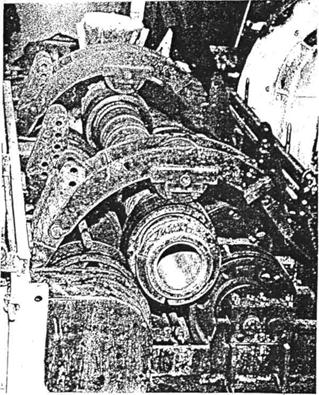
Рисунок 2.1 - Опытная центробежная машина на литейно-металлургической базе ЦНИИТМАШ
2.2 Методы исследования структуры и физико-механических свойств металла отливок
Металлографические исследования проводили на образцах, взятых из темплета, вырезанного в поперечном направлении бочки валка на расстоянии 50 мм от ее торца.
Анализ микроструктуры рабочего слоя и сердцевины валка производили, применяя оптическую и электронную микроскопию на установках МИМ-8 и «Тесла», с помощью которых определяли количество и распределение структурных составляющих, а также дисперсность продуктов распада аустенита.
Дисперсность перлита оценивали по ГОСТ 3443-87.
Твердость металла рабочего слоя и сердцевины валка определяли на образцах, взятых из темплета, вырезанного в поперечном сечении бочки валка.
Твердость чугуна определялась через каждые 5 мм от внешней поверхности мелющего валка.
Твердость определяли на приборе Бринеля при нагрузке 29400 Н путем вдавливания шарика диаметром 0,01 м (ГОСТ 9013-59), а затем представляли по переводным таблицам (Приложение 1) в значениях HSD.
Наряду с этим использовали электронный переносной твердомер ТЭМП-2 на базе микропроцессора конструкции ФГУП «ЦНИИТМАШ» для оценки твердости металла мелющих валков [36].
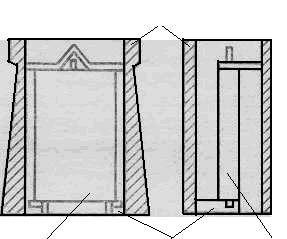
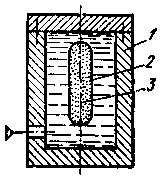
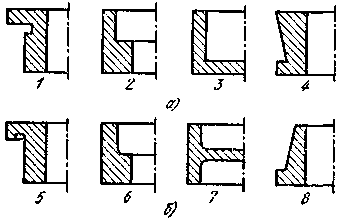
Для качественной оценки прочности сваривания рабочего слоя металла и металла сердцевины мелющих валков было использовано приспособление, разработанное в ЦНИИТМАШ (рис. 2.2) [34,36].
В корпус установки (1) помещается вырезанный из биметаллического валка темплет (3), который усилием пуансона (2) продавливается.
По характеру излома темплета можно судить о качестве сваривания двух металлов.

Рисунок 2.2 - Схема устройства для оценки прочности, сваривания двух слоев металла
1 - корпус, 2 - пуансон, 3 - темплет, вырезанный из бочки двухслойного валка
Литейные свойства хромоникелевого чугуна для рабочего слоя валков определялись на специальных приборах и пробах.
Линейная усадка для рабочего слоя определялась на приборе конструкции ЦНИИТМАШ, позволяющем регистрировать процесс усадки с изменением температуры. Запись полученных характеристик производилась на электронном потенциометре ЭПП-04.
Жидкотекучесть хромоникелевого чугуна для рабочего слоя валков определялась с помощью специальной пробы [38].
Выплавку чугуна производили в индукционных печах с использованием стандартных отечественных шихтовых материалов.
Графитизирующее модифицирование осуществляли с применением ферросилиция (FeSi 75%).
Замеры температуры перед выпуском из печи и перед заливкой в центробежную машину осуществляли платино-платинородиевыми термопарами.
Содержание элементов в чугуне определяли рентгеноспектральным, спектральным и химическим методами.
Выводы по главе 2
- Разработаны расчетные и экспериментальные методы определения интенсивности охлаждения и продолжительности затвердевания рабочего слоя мелющих валков в условиях поля центробежных сил.
- Использованы методы определения прочности сваривания двух металлов - рабочего слоя и сердцевины, позволяющие давать надежную оценку состояния металла в граничной области их соединения.
Использованы различные, в том числе современные методы термографического анализа металла рабочего слоя валка, определения химического состава, структуры металла и др., позволяющие оценить влияние технологических параметров на однородность структуры, глубину рабочего слоя, механические и эксплуатационные свойства валков.
Глава III. ИССЛЕДОВАНИЕ ОСОБЕННОСТЕЙ ФОРМИРОВАНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ВАЛКОВ В ПОЛЕ ДЕЙСТВИЯ ЦЕНТРОБЕЖНЫХ СИЛ
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев