Современные требования, предъявляемые к качеству мелющих валков
Условия эксплуатации и технические характеристики
Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Основные направления дальнейшего совершенствования технологических процессов производства биметаллических мелющих валков
Влияние химического состава чугуна на качество рабочего слоя валков
Объект исследования и общие методические положения работы
Исследование особенностей процесса затвердевания отливки в массивной изложнице
Определение кинетики затвердевания рабочего слоя валков
Влияние скорости затвердевания на свойства металла рабочего слоя валков
Исследование и выбор параметров формы для отливки мелющих валков
Технологический регламент вращения формы
Исследование и выбор состава рабочего слоя мелющих валков
Экспериментально-производственная отработка технологии отливки биметаллических валков методом центробежного литья
Технологический регламент вращения формы
Отливка двухслойных заготовок бочек валков на центробежной машине
Навигация
Исследование и выбор параметров формы для отливки мелющих валков
Получение биметаллических заготовок центробежным способом
128418
знаков
10
таблиц
19
изображений
4.1 Исследование и выбор параметров формы для отливки мелющих валков
Вращающаяся форма, в которой происходит заливка и распределение металла, его затвердевание и формирование основных свойств заготовки, является определяющим звеном технологического процесса получения двухслойных заготовок.
Форма состоит из изложницы с крышками и теплоизоляционного покрытия на ее внутренней поверхности и функционально связана с заливочным устройством, предопределяющим расходные и термовременные характеристики вводимого в нее расплава.
От состояния каждого из элементов формы, их теплофизических и геометрических характеристик зависит характер распределения металла, интенсивность его охлаждения и, в конечном счете, основные свойства изделия.
Поэтому выбору материала и геометрических размеров формы в работе придается первостепенное значение.
В отличие от применяемых для производства трубных заготовок тонкостенных изложниц с интенсивно охлаждаемой внешней поверхностью, при отливке валков широко используются толстостенные изложницы, соизмеримые по массе и размерам стенок с ее бочкой [21.. .25].
Как показано в главе 3 теплообмен между отливкой и массивной изложницей принципиально отличается от теплообмена при тонкостенной изложнице, играющей роль передатчика тепла от отливки в окружающую среду, а при массивной изложнице она играет роль аккумулятора выделяемого отливкой тепла.
Поэтому с учетом соизмеримости толщины стенки мелющих валков в пределах 0,09...0,11 м с толщиной стенки изложниц для последних она составляет 0,10...0,13 м.
Длина изложницы увеличивается по сравнению с длиной бочки валка на 20% в связи с необходимостью вырезки темплета толщиной ~ 0,015 м в поперечном сечении бочки для определения твердости и структуры металла, а также удаления дефектного металла со структурой торцевого эффекта.
Таким образом, длина изложниц составляет 1,2 /, где / - длина бочки валка.
В качестве материала изложниц рекомендуется сталь марки 35Л, подвергнутая термообработке по режиму гомогенизирующего отжига /31/:
- нагрев до 880...900°С со скоростью 50...60°С/ч, выдержка при этой температуре (5 мин на 1 мм сечения);
- охлаждение с печью до 200°С;
- охлаждение на воздухе.
Эксплуатационная стойкость стальных изложниц достигает 260...290 наливов.
4.2 Оптимизация состава и способа нанесения теплоизоляционного покрытия на внутреннюю поверхность изложницы
Использование широко применяемого на практике метода покрытия внутренней поверхности изложницы сыпучими теплоизоляционными покрытиями в виде кварцевого песка [17, 18, 45], наряду с преимуществами -простота ввода во вращающуюся форму и его распределения в ней, имеет ряд существенных недостатков, основным из которых является наличие пригара на поверхности отливки, засорение песком материала отливок и появление неровностей на их поверхности, что отрицательно сказывается на качествo заготовок.
Поэтому в работе рассмотрена возможность использования в качестве теплоизоляционного покрытия тех же сыпучих материалов (кварцевый песок), но со связующими добавками, например пульвербакелита, представляющего собой смесь размолотой новолачной смолы с уротропином, которая при нагреве превращается в резольную быстротвердеющую смолу.
Необходимая для спекания пульвербакелита температура изложницы составляет 200...220°С и обеспечивается за счет тепла ранее отлитой заготовки валка, а для начальной плавки за счет подогрева изложницы в термопечи.
Для определения необходимой толщины отвердевающего покрытия на внутренней поверхности изложницы исходили из условий, обеспечивающих получение отливок необходимой твердости и структуры, а также без литейных дефектов типа трещин, спаев и неслитин.
Для выполнения указанных условий одним из основных требований к покрытию является обеспечение возможности распределения во время заливки металла во вращающейся форме без существенных тепловых потерь, т.е. покрытие должно обладать таким термическим сопротивлением, при котором продолжительность отвода теплоты перегрева была бы больше, чем продолжительность заливки металла рабочего слоя валка.
Продолжительность заливки металла рабочего слоя валка диаметром бочки 0,25x1,0 м массой 2391 н составляет 15 сек, что соответствует скорости заливки 160н/сек.
Продолжительность отвода теплоты перегрева в зависимости от термического сопротивления покрытия, а, следовательно, и толщины ее слоя определяли по формуле (3.21), представленной в главе 3.
Исходные данные для расчета составляли:
d = 2391 н, Ci = 837,4 дж/(кг-°С), U = 1350°С, tmK = 1270°С, F, = 1,1 м2,
tK = 407°C.
Величину коэффициента теплоотдачи определяли применительно к различным толщинам покрытия:
X, = 0,001 м, Х2 = 0,002 м, Х3 = 0,003 м и Х4 = 0,004 м.
Соответственно коэффициент теплоотдачи для разных покрытий составляет:
После подстановки полученных данных в формулу (3.21) расчетное время отвода теплоты перегрева металла составит:
Xi = 22 сек, Тг = 44 сек, т3 = 66 сек, Т4 = 88 сек.
Представленные на графике данные (рис. 4.1) свидетельствуют о том, что толщина теплоизоляционного слоя должна находиться в пределах 0,0015...0,0025 м для гарантированного предотвращения от дефектов на поверхности отливки.
При меньших значениях толщины покрытия менее 0,0015 м продолжительность теплоотвода невелика и металл в процессе течения может затвердеть, образуя спаи.
Наряду с этим повышается твердость металла свыше значений 72 HSD, что приводит к скалыванию рифлей при их нарезке.
При значении толщины покрытия свыше 0,0025 м продолжительность отвода теплоты перегрева существенно возрастает и ухудшаются качественные характеристики металла бочек валка, при этом твердость рабочего слоя снижается ниже уровня технических требований (< 62 HSD). Поэтому выбор толщины слоя покрытия 0,002 м (среднее из крайних значений) представляется оптимальным.
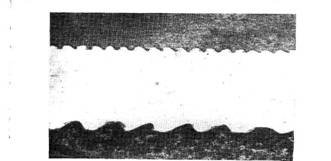
Способ нанесения теплоизоляционного слоя на внутреннюю поверхность вращающейся формы, наряду с составом и толщиной теплоизоляционного покрытия, также предопределяет качество литья.
От способа ввода покрытия в изложницу зависит наличие неровностей на поверхности покрытия, а, следовательно, и на поверхности отливки, что ведет к неравномерному теплоотводу от отливки в окружающую среду, появлению неравномерной твердости, а также к повышению припуска на механическую обработку поверхности отливки.
Исследования, проведенные в настоящей работе, по определению качества поверхности теплоизоляционного материала на внутренней поверхности изложницы, заключались в изучении следующих параметров засыпки:
- частота вращения изложницы;
- направление засыпки по отношению к направлению вращения формы;
- длительность вращения формы с покрытием;
- длительность проворачивания пескосыпа с покрытием.
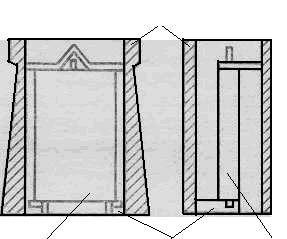
Опыты проводились с использованием вращающейся изложницы с горизонтальной осью вращения диаметром 0,28 м.
Нанесение теплоизоляционного покрытия на внутреннюю поверхность вращающейся изложницы осуществляли с помощью цилиндрического пескосыпа с прорезью по образующей для высыпания смеси.
Оценка состояния поверхности покрытия при различной частоте вращения изложницы приведена в табл. 4.1.
Анализ экспериментальных данных, представленных в табл. 4.1, показывает, что с повышением частоты вращения изложницы волнистость на поверхности покрытия уменьшается вследствие того, что длительность сдвига частиц при взаимодействии с поверхностью изложницы сокращается и при частоте вращения 700 об/мин и выше поверхность покрытия становится ровной.
Таблица 4.1 — Состояние поверхности покрытия при различной частоте вращения изложницы
| Частота вращения, об/мин | Гравитационный коэффициент | Толщина слоя, м | Состояние поверхности |
| 500 | 39 | 0,002 | Волнистость (высота 0,001 м) |
| 600 | 56 | 0,002 | Мелкие волны |
| 700 | 76 | 0,002 | Ровная поверхность |
| 800 | 100 | 0,002 | Ровная поверхность |
Направление засыпки по отношению к вращению формы (по ходу или против) также влияет на волнистость поверхности покрытия.
При засыпке песчаного покрытия против хода вращения изложницы, как показали опыты, волнистость увеличивается.
Длительность вращения изложницы с песчаным покрытием толщиной 0,002 м в течение 10, 20 и 30 мин не оказала влияния на состояние поверхности покрытия.
С увеличением длительности проворачивания пескосыпа с покрытием в течение 2, 5, 8 и 10 сек поверхность покрытия становится ровной при времени засыпки 8 сек и более.
Таким образом поверхность теплоизоляционного покрытия становится ровной при соблюдении следующих параметров засыпки:
- частота вращения формы > 700 об/мин;
- направление вращения пескосыпа - по ходу вращения изложницы;
- длительность проворачивания пескосыпа - > 8 сек.
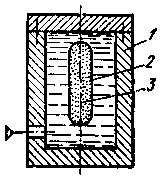
Количество засыпок теплоизоляционного покрытия (к), производимого из пескосыпа на внутреннюю поверхность вращаемой изложницы, рассчитывали исходя из равенства объема покрытия необходимой толщины слоя (8) в изложнице и объема покрытия, подаваемого из пескосыпа с заданным диаметром (рис. 4.2):
Для практического удобства использования полученной формулы приравняем значение R + r&D (D - внутренний диаметр изложницы), тогда выражение 4.2 примет вид:
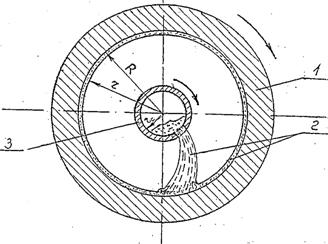
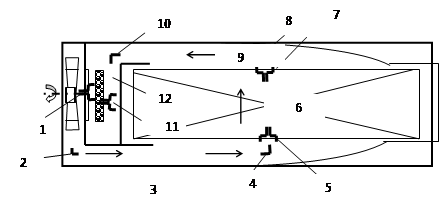
1 - изложница, 2— теплоизоляционное покрытие, 3 - пескосып
Рисунок 4.2 - Схема засыпки теплоизоляционного покрытия на внутреннюю поверхность изложницы
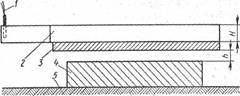
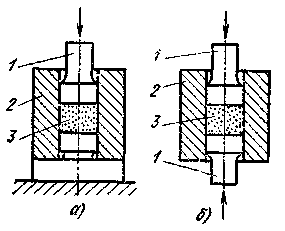
4.3 Совершенствование конструкции заливочного устройства для отливки валков
Заливочное устройство для отливки валков выполняет важную функцию при формировании основных свойств заготовки и, прежде всего, обусловливает скорость заливки металла, температурный режим заливки и характер ввода металла в форму.
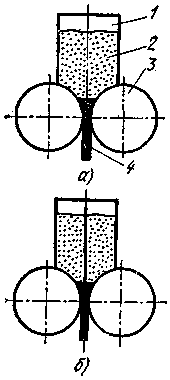
При изготовлении полых отливок значительное распространение получила конструкция заливочного устройства с коротким желобом и продольным сливом металла.
Исследования, проведенные в настоящей работе по распределению жидкости во вращающейся форме, показали, что применение подобных устройств сопряжено с рядом недостатков, вызывающих ухудшение качества отливки из-за разбрызгивания металла в месте падения струи. По этой причине происходит усиление окисления металла, местный разогрев формы и вызываемое этим явлением неравномерное охлаждение рабочего слоя валка и как следствие появление неоднородной структуры и различной твердости рабочего слоя на поверхности («пятнистость»).
Наряду с этим продольный слив металла во вращающуюся форму способствует замедлению перемещения металла вдоль формы из-за гашения скорости потока в месте падения струи.
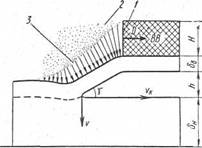
Для исключения этих недостатков в работе предложен боковой слив металла через продольное отверстие в канале заливочной воронки по направлению вращения формы, что способствует плавному вовлечению металла во вращение без разбрызгивания.
Сравнительное исследование металла рабочего слоя валка при различных способах ввода металла во вращающуюся форму показали, что в случае боковой подачи металла твердость рабочего слоя по длине бочки мелющего валка остается практически постоянной в отличие от прямого ввода, при котором в зоне падения металла твердость снижается (табл. 4.2 и рис. 4.3).
Твердость определялась на расстоянии 5 мм от поверхности бочки валка.
Таблица 4.2 — Величина твердости металла рабочего слоя по длине бочки мелющих валков 0 0,25x1,2 м при разных способах ввода металла в форму
| Способ ввода металла | Твердость металла по длине бочки валка, HSD, на расстоянии от заливочного конца, м | ||||
| 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | |
| Продольный | 68 69 68 | 65 65 65 | 64 65 64 | 68 67 68 | 68 67 68 |
| Боковой | 69 70 69 | 69 69 68 | 68 70 69 | 68 69 70 | 68 68 70 |
Как видно из приведенных в таблице данных при использовании заливочного устройства с продольной подачей металла наблюдается снижение твердости металла рабочего слоя валка на 3...6 ед. HSD в зоне падения струи металла на расстоянии 0,4...0,6 м от заливочного конца, в то время как при боковом сливе металла изменение твердости незначительно.
Отмеченная особенность распределения твердости металла по длине бочки валка полностью соответствует характеру распределения температур по длине валка [30].
Таким образом, применение заливочного устройства с боковой подачей металла при заливке рабочего слоя валка наряду со спокойным сливом металла способствует стабилизации твердости металла рабочего слоя и, в конечном счете, повышению эксплуатационной стойкости мелющих валков.
Похожие работы
... плакирующего металла значительно ниже, чем у основного. Толщина плакирующего слоя должна быть не ниже 2,5-5% от толщины заготовки; иначе не произойдет заполнение плакирующим металлом узкой щели между изложницей и основным металлом. Плакирование взрывом Сварка взрывом позволяет производить плакирование как плоских так и цилиндрических поверхностей. Схема сварки плоских поверхностей ...
... (15% Cu, 9% графита, 3% асбеста, 3% SiO2 и 6% барита), фрикционные материалы изготовляют в виде тонких секторов (сегментов, полос) и крепят на стальной основе (для упрочнения). Широко применяют порошковые материалы для фильтрующих изделий. Фильтры в виде втулок, труб, пластин из порошков Ni, Fe, Ti, Al, коррозионно-стойкой стали, бронзы и других материалов g пористостью 45–50% (размер пор 2–20 ...





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...
... расход тепла на потери через ограждения камеры, кДж/кг.исп.влаги: gогр= ∑Qогр/Мс=3,22/0,004=805,0 кДж/кг.исп.влаги (2.39) Суммарный удельный расход тепла на сушку древесины. Подсчитывают для среднегодовых условий: gсуш.=(gнагр.+gисп.+gогр.)с1, (2.40) где с1 – коэффициент, учитывающий неизбежные потери на нагревание ограждений и конструкций камеры, транспортных средств; утечку через ...
0 комментариев