ВАГОННОЕ ДЕПО
Предложения по совершенствованию организации ремонта пассажирских вагонов в вагонном депо Ростов СКЖД
Определение параметров поточной линии ремонта пассажирских вагонов в условиях вагонного депо Ростов СКЖД
Организация работ в тележечном участке
Организация работ в кузнечном отделении
Организация работ в автоконтрольном пункте (АКП)
Организация работ в обойном отделении и отделении резки стекол
Организация работ в отделении ремонта холодильного оборудования
Организация работ в отделении декоративного напыления
Организация работ в полимерном отделении
Расчет отопления депо
Расчет потребности депо в воде
Предлагаемый вариант организации работ ремонта автосцепного оборудования в КПА
Определение производственной площади
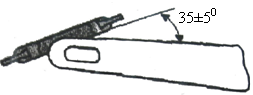
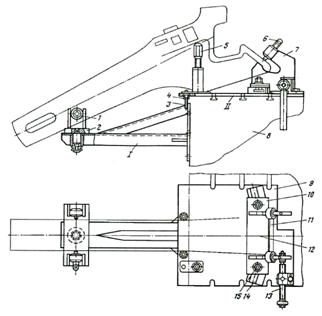
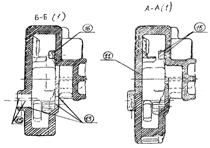
Пресс для выправления корпуса автосцепки
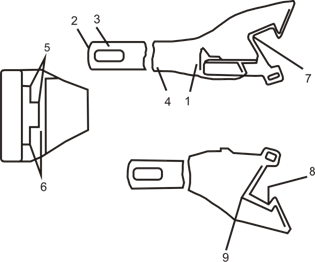
АНАЛИЗ ИЗНОСОВ И НЕИСПРАВНОСТЕЙ КОРПУСА АВТОСЦЕПКИ
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА
Охрана окружающей среды
Диаметр вентиляционной системы D
ЭКОНОМИЧЕСКИЙ АНАЛИЗ РЕКОНСТРУКЦИИ КПА
Расчет себестоимости ремонта (обслуживания, выпуска и т.д.)
Навигация
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА
Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
109455
знаков
27
таблиц
9
изображений
4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА
4.1 Обеспечение безопасности работ на контрольном пункте автосцепки
Ремонт пассажирских вагонов производят в вагонном депо, специализирующимся на ремонте цельнометаллических вагонов, в соответствии с руководством и инструкциями по деповскому ремонту.
В контрольном пункте автосцепки (КПА) производят ремонт автосцепного устройства на нескольких производственных участках в соответствии с технологическим процессом.
При выполнении работ по сварке и наплавке деталей автосцепного устройства на рабочем месте сварщика возникают определенные потенциальные опасности. При пробоях изоляции на токоведущей части сварочного оборудования и оснастки, при прикосновении к токоведущим частям или при поражении напряжением шага возникает опасность получения электротравм. Во время сварки и наплавки образуются брызги расплавленного металла, соприкосновение с которыми может привести к ожогам различной степени кожного покрова и повреждению глаз сварщика. Воздействие лучей открытой сварочной дуги приводит к поражению глаз и кожи. При очиcтке сварочных швов от шлака и окалины или не достаточной механизации на участке может возникнуть опасность получения механических травм. Газы, образующиеся при сварочных работах, насыщены вредными примесями, которые отрицательно влияют на здоровье сварщика, через дыхательные пути попадает в легкие и оседает в виде сажи.
Для устранения или уменьшения воздействия перечисленных выше опасностей предлагаются организационные и технические мероприятия по охране труда. При разработке мероприятий по безопасности при выполнении электросварочных работ базовым документом является ГОСТ 12.3.003-86
Организационные предприятия включают в себя: проведение всех необходимых инструктажей по технике безопасности; наличие предупреждающих и разъяснительных плакатов в близи рабочего места; контроль за соблюдением работниками всех требований по технике безопасности.
При выполнении работ обеспечивают надлежащую организацию труда, техническое оснащение оборудованием рабочих мест и создают на них безопасное условия работы, соответствующие ГОСТ 32.15-81 техническое обслуживание и ремонт вагонов. Требования безопасности, а также требования действующей документации и указаниям по охране труда.
Технические мероприятия разработаны в соответствии с существующими СНиПами и ГОСТами и привязаны к виду опасности.
Для избежания электротравм проводят такие мероприятия, как надежное защитное зануление корпусов электроустановок; зануление электросварочных агрегатов и зажима вторичной обмотки сварочных трансформаторов, к которому подключается обратный провод, а также защитное зануление столов и стендов для установки деталей, в соответствии с ГОСТ12.11.030-81. Обеспечивают надежную изоляцию и защиту от механических повреждений рабочих проводов, подводящих ток от сварочной машины или трансформатора. Применяют диэлектрические материалы при изготовлении рукояток электрододержателей. Не допускают соединение сварочной цепи электросварочного аппарата с зануленным проводом или корпусом аппарата. Сварщики имеют средства индивидуальной защиты (диэлектрические коврики, перчатки, для исключения попадания брызг расплавленного металла на кожу и глаза сварщика используют специальную одежду и обувь, защитные щитки и шлемы, а также козырьки на рукоятках электрододержателей.)
Для уменьшения воздействия лучей открытой электрической дуги на сварщика и работающих на других участках людей работы выполняют в кабинах, каркас которых изготавливают из труб или уголков, а стенки из тонкой листовой стали, стенки кабин окрашивать в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка, которая уменьшает отражение ультрафиолетовых лучей дуги; снабжают рукоятки электрододержателей экранами, отражающими лучи дуги; обеспечивают сварщиков масками или щитками со вставленными в них защитными темными стеклами различной прозрачности в зависимости от величины сварочного тока.
Во избежание механических повреждений обеспечивают работающих очками с бесцветными стеклами для защиты глаз при очистке сварочных швов. Обеспечивают максимальную механизацию, особенно при перемещении и транспортировке деталей на участке. При эксплуатации кран-балки в соответствии с ГОСТ 12.2065-81 ограждают все доступные движущиеся либо вращающиеся части механизмов, исключают не предусмотренные контакты работающих с перемещаемым грузом, обеспечивают надежную прочность механизмов, вспомогательных и захватных приспособлений.
Для уменьшения вредного воздействия газов, образующихся при сварке каждое рабочее место сварщика оборудовано местной вытяжной вентиляцией для отвода газов и приточной вентиляцией в зону дыхания сварщика. Для улучшения вентиляции стенки кабин не доводят до пола на 100-150 мм. Наличие приточной вентиляции необходимо для обеспечения температурного режима на участке.
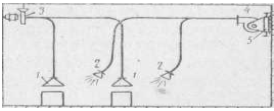
Рисунок 4.1. Схема системы местной приточно-вытяжной вентиляции
1 — вытяжной зонт; 2 — приточный патрубок; 3 — вытяжной вентилятор; 4 — приточный вентилятор; 5 — калорифер
Важную роль в обеспечении безопасности на участке сварки и наплавки играет освещение. Нормирование освещения производят в соответствии с СНиП 23.05-95. На участке применяют боковое естественное освещение через оконный проем и искусственное в виде общего и местного. Общее искусственное освещение обеспечивает нормальный рабочий процесс на участке в темное время суток. В качестве источников света применяют люминесцентные лампы с исправленной цветностью ЛДЦ. Местное освещение применяют на рабочих местах для контроля за качеством выполняемых работ, в качестве источников света используют лампы накаливания.
Напряжение стационарных светильников местного освещения не превышает 50 В. При использовании искусственного освещения следят за выполнением основных требований: освещение предусмотрено достаточное, равномерное и экономичное. Лампы электрические эксплуатируют в соответствии с ГОСТ 12.2.007.13-88. Еmin = 300лк.
К мерам электробезопасности, указанным выше, и выполняемых на участке сварки и наплавки, добавляют мероприятия, общие для всего отделения: расположение электропроводки в недоступном для работающих месте при условии обеспечения надежной ее изоляции и защиты от анических повреждений; использование в сети зануления предохранителей в плавкими вставками.
Участок сварки и наплавки относят к горячим цехам, следовательно, большое внимание уделяют вопросам пожарной безопасности, которая обеспечивает как в рабочем состоянии объекта, так и в случаях возникновения пожара, в соответствии с ГОСТ 12.1.004-91. На участке предусматривают наличие пожарных проходов, пожарного оборудования (гидранты, пожарные краны), устройств пожарной сигнализации с автоматическим пуском, одного огнетушителя ОХП-10.
Выполнение всех мероприятий по технике безопасности, разработанных в проекте, обеспечивает безопасное условия труда на участке сварки и наплавки в контрольном пункте автосцепки, уменьшение случаев травматизма и клинических заболеваний работающих.
Проверка правильности выбора плавкой вставки предохранителя.
Для обеспечения электробезопасности при возникновении тока короткого замыкания в сети зануления электрооборудования, каждая фаза имеет предохранитель с плавкой вставкой.
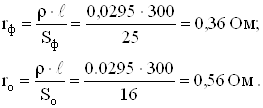
Проверка плавкой вставки на срабатывание в четырехпроходной сети длиной 300м; сечение фазного провода Sф=25мм2, нулевого провода Sо=16мм2; провода алюминиевые, r=0,0295Ом×мм2/м. Номинальная сила тока установленного плавкого предохранителя Iп.в.=60А, напряжение сети 380/220В.
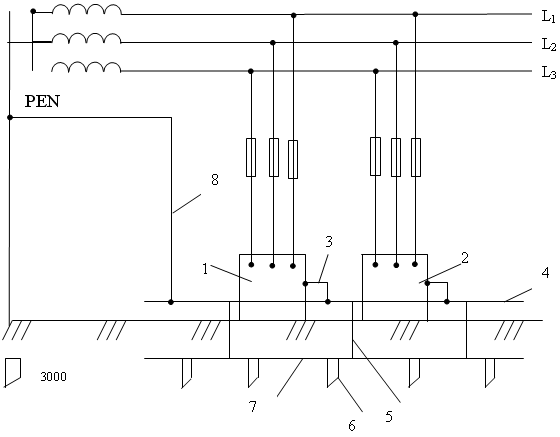
1,2 – электроустановки; 6 – трубчатые заземлители; 3 – зануляющий проводник; 7 – соединительная полоса; 4 – зануляющая магистраль; 8 – нулевой ввод; 5 – выводы контура повторного заземления нулевого провода;
Рисунок 4.2. Принципиальная схема устройства защитного зануления с повторным заземлением нулевого провода
Определяем сопротивление фазного и нулевого проводов
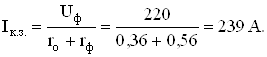
Определяем силу тока короткого замыкания в сети
Из условия ![]() необходимая сила тока плавкой вставки составит
необходимая сила тока плавкой вставки составит
![]()
т.е. условие срабатывания плавкого предохранителя выдержано.
Из расчета следует, что выбранный предохранитель с плавкой вставкой будет срабатывать при возникновении в сети зануления тока короткого замыкания.
Похожие работы
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
... потоков переработки (регенерации) отработанной смазки представлена на листе 6. Вывод. В главе было проанализировано образование и утилизация отхода III класса опасности – отработанной смазки буксовых узлов, образующийся при работе пассажирского вагонного депо Ростов. Был дан анализ существующих методов утилизации отработанных смазочных материалов и разработана технологическая схема и схема ...
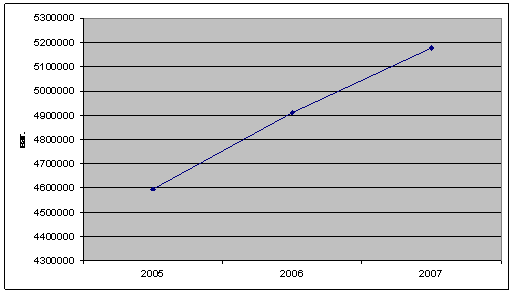


... порядке бухгалтерский, статистический и оперативный учет. 2. Анализ экономических и трудовых ресурсов предприятия 2.1 Анализ производственно-финансовой деятельности вагонного депо ст. Кинель Важнейшим показателем производственно-финансовой деятельности любого хозяйствующего субъекта, являются эксплуатационные расходы. Таблица 2.1. Эксплуатационные расходы Наименование 2005 2006 ...
... территории с размещением всех сооружений, обустройств и тракционных путей показываем на генеральном плане локомотивного депо. 1.11 Расчет бальности проектируемого депо Исходя из численности эксплуатируемого парка локомотивов и общего объема работы основным локомотивным депо по установленной ОАО «РЖД» бальной системе присваиваются группы: I – свыше 380 баллов, II – от 180 до 380 баллов, III – ...
0 комментариев