ВАГОННОЕ ДЕПО
Предложения по совершенствованию организации ремонта пассажирских вагонов в вагонном депо Ростов СКЖД
Определение параметров поточной линии ремонта пассажирских вагонов в условиях вагонного депо Ростов СКЖД
Организация работ в тележечном участке
Организация работ в кузнечном отделении
Организация работ в автоконтрольном пункте (АКП)
Организация работ в обойном отделении и отделении резки стекол
Организация работ в отделении ремонта холодильного оборудования
Организация работ в отделении декоративного напыления
Организация работ в полимерном отделении
Расчет отопления депо
Расчет потребности депо в воде
Предлагаемый вариант организации работ ремонта автосцепного оборудования в КПА
Определение производственной площади
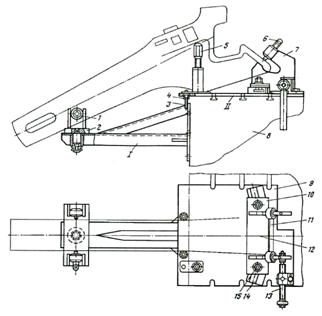
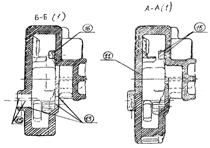
Пресс для выправления корпуса автосцепки
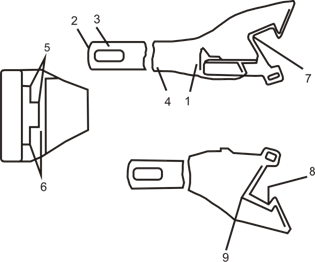
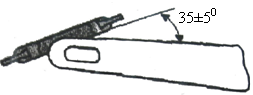
АНАЛИЗ ИЗНОСОВ И НЕИСПРАВНОСТЕЙ КОРПУСА АВТОСЦЕПКИ
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА
Охрана окружающей среды
Диаметр вентиляционной системы D
ЭКОНОМИЧЕСКИЙ АНАЛИЗ РЕКОНСТРУКЦИИ КПА
Расчет себестоимости ремонта (обслуживания, выпуска и т.д.)
Навигация
Определение параметров поточной линии ремонта пассажирских вагонов в условиях вагонного депо Ростов СКЖД
Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
109455
знаков
27
таблиц
9
изображений
1.5 Определение параметров поточной линии ремонта пассажирских вагонов в условиях вагонного депо Ростов СКЖД
Определяем число позиций в ВСУ (число стойл) по формуле (5)
 , см , (5)
, см , (5)
где T – время нахождения вагона в ремонте, Т = 40 час;
m – количество смен, m =1.
![]()
Определяем максимально допустимое число позиций на поточной линии по формуле (6)
 , ваг., (6)
, ваг., (6)
где RПЛ – ритм поточной линии, мин, который определяется по формуле (7).
 , мин/ваг, (7)
, мин/ваг, (7)
где hПЛ =0,95 – коэффициент использования поточной линии;
KВ – количество вагонов на одной позиции, КВ = 1 ваг.;
FПЛ – фонд рабочего времени поточной линии ремонта вагонов принимается равным фонду рабочего времени явочного рабочего FПЛ=FЯВ =2001 час.
![]()
Принимаем число позиций в ВСУ равным 15.
Таким образом, получаем три ремонтные поточные линии, на которых ремонтируется по пять вагонов.
Из них три вагона проходят основной ремонт в ВСУ на трех позициях, а два вагона находятся в МО на двух позициях окраски вагонов.
Определяем суточный выпуск вагонов из ремонта по формуле (8).
 ваг/сут , (8)
ваг/сут , (8)
где DРАБ = 251 дн – количество рабочих дней в году.
![]() =2,8 ваг/сут.
=2,8 ваг/сут.
Проверяем соответствие выбранного цикла поточной линии, равного 40 часам, расчетному:
ТПЛ = RПЛ × ФР – 160,6×15 = 2409 мин ,
что составляет примерно 40 часов. Таким образом, выбранные параметры поточной линии верны.
Ритм выпуска вагонов из ремонта определяем по формуле (9)
 (9)
(9)
Фронт работы ВСУ с МО составляет:
FПЛ =t×TПЛ = 0,375×40 = 15 ваг.
Ремонт вагонов производится в соответствии с разработанным графиком деповского ремонта, представленного на чертеже.
1.6 Организация работ в ВСУ
Ремонт в ВСУ производится по принципу замены неисправных и пополнения отсутствующих частей заранее отремонтированными или новыми, отвечающими требованиям Руководства по деповскому ремонту №ЦЛ4255. /1/.
Составные части и детали вагона осматривают, неисправные снимают и отправляют в соответствующие отделения и участки для ремонта.
Подъем вагонов осуществляется электродомкратами, грузоподъемностью 30 т каждый. Позиции поточных линий оснащены необходимыми механизмами, приспособлениями и инструментом, ускоряющими и облегчающими производство работ. Tранспортировка деталей осуществляется на электрокарах, электронагрузчиках, а также мостовым краном грузоподъемностью 10 т.
Программа вагоносборочного участка составляет NВ = 710 вагонов.
Оборудование ВСУ.
Расположение участков и отделений в блоке основных производственных участков, а также расстановка оборудования приведены на чертеже.
Номенклатура оборудования, применяемого в ВСУ, приведена в таблице 3 /4/.
Таблица 3. Ведомость оборудования ВСУ
| Наименование | Кол-во, шт. | Примечание |
| 1. Электродомкрат | 12 | Q=30т |
| 2. Кран мостовой | 1 | Q=10т |
| 3. Поворотный круг | 6 | Q=10т |
| 4. Лебедка для выкатки и подкатки тележек | 6 | Q=10т |
| 5. Установка для снятия и постановки автосцепного устройства | 3 | ПКБ ЦВ МПС Т.433.01 |
| 6. Сварочный агрегат | 2 | Тип А-165 |
| 7. Автопогрузчик 4045М | 3 | Q=1м |
| 8. Электрокар | 6 | Тип ЭКП-750 |
| 9. Пневмоэлектроинструмент | 24 | N=16кВт |
| 10. Шкаф для инструмента | 2 | 2000 х 600 х 2000 |
| 11. Стеллаж | 6 | 2000 х 600 х 3000 |
| 12. Ящик для металлолома | 2 | 2000 х 2000 х 1500 |
1.7 Организация работ в МО
В МО производят подготовку вагонов под окраску (шпатлевание, зачистка), окраску и сушку наружных и внутренних поверхностей вагонов и их узлов, а также постановку трафаретов на вагоны.
Программа ремонта вагонов в МО составляет NВ = 710 вагонов.
Оборудование МО.
Для обеспечения качественного выполнения окрасочных работ отделение оборудуется:
- агрегатами для механизированной окраски вагонов в электростатическом поле - 3 шт.
- системой принудительной приточно-вытяжной вентиляции;
- передвижной установкой для сушки вагонов - 3 шт.
Похожие работы
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
... потоков переработки (регенерации) отработанной смазки представлена на листе 6. Вывод. В главе было проанализировано образование и утилизация отхода III класса опасности – отработанной смазки буксовых узлов, образующийся при работе пассажирского вагонного депо Ростов. Был дан анализ существующих методов утилизации отработанных смазочных материалов и разработана технологическая схема и схема ...


... порядке бухгалтерский, статистический и оперативный учет. 2. Анализ экономических и трудовых ресурсов предприятия 2.1 Анализ производственно-финансовой деятельности вагонного депо ст. Кинель Важнейшим показателем производственно-финансовой деятельности любого хозяйствующего субъекта, являются эксплуатационные расходы. Таблица 2.1. Эксплуатационные расходы Наименование 2005 2006 ...
... территории с размещением всех сооружений, обустройств и тракционных путей показываем на генеральном плане локомотивного депо. 1.11 Расчет бальности проектируемого депо Исходя из численности эксплуатируемого парка локомотивов и общего объема работы основным локомотивным депо по установленной ОАО «РЖД» бальной системе присваиваются группы: I – свыше 380 баллов, II – от 180 до 380 баллов, III – ...
0 комментариев