ОБЩАЯ ЧАСТЬ
Себестоимость продукции и ее структура
Планирование себестоимости продукции
Деление затрат (издержек) на постоянные и переменные
Анализ и повышение рентабельности продукции
Операции № 11-15 повторяются в зависимости от количества переделов и состояния поставки ленты (термообработнанное, "ПН", "Н", "ВН")
Технологический процесс травления
Термическая обработка и отделка холоднокатаной листовой углеродистой стали
Агрегат непрерывного отжига жести
Дрессировка
Продольная резка
Создание ОАО ММЗ «Серп и молот». Учредители предприятия
Организационная структура управления ОАО ММЗ «Серп и молот»
Организация экономической службы
Общая масса оборудования цеха
Персонал цеха
Основные технико-экономические показатели работы ОАО ММЗ «Серп и молот» и их динамика за 2001-2006 гг
Технико-экономические показатели работы ЦХПНЛ, динамика за 2001-2005 гг
Сущность, экономическая характеристика и классификация затрат
Принципы деления затрат на постоянный и переменные
Он позволяет подробно анализировать накладные расходы, что имеет большое значение для управленческого учета
Расчет критического объема производства
Рентабельность предприятия
Анализ производственной программы
Анализ движения и использования основных производственных фондов
Анализ производительности труда
Анализ себестоимости всей товарной продукции
Анализ затрат на рубль товарной продукции
Анализ расходов по переделу
Основные направления снижения себестоимости в прокатном производстве
Пути снижения себестоимости проката
Предлагаемые мероприятия по снижению себестоимости продукции в ЦХПНЛ
Производственная санитария
Меры безопасности при эксплуатации и ремонте оборудования
Защита от ионизирующих излучений
Газообразные отходы и их очистка
Гидродинамические аварии
Навигация
Продольная резка
Повышение рентабельности продукции на основе снижения переменных затрат в цехе холодной прокатки нержавеющей ленты ОАО ММЗ "Серп и молот"
277297
знаков
34
таблицы
29
изображений
2.2.3.4.2 Продольная резка
На рис. 2.7 показана схема агрегата продольной резки, предназначенного для обрезки боковых кромок рулонной полосы и резки ее на узкие полосы. Масса рулона 30 т, толщина полосы 0,4-2,0 мм, ширина 750-1550 мм. Готовые узкие рулоны имеют массу до 10 т, наружный диаметр до 1600 мм, внутренний диаметр 600 мм, ширину 80 мм и более. Скорость движения полосы 1,5- 7,0 м/с.
Исходный рулон устанавливают на барабан разматывателя 1, конец полосы отгибается магнитным отгибателем 2 и обрезается ножницами 3. Для создания натяжения полосы роликами 4 разматыватель работает в генераторном режиме.
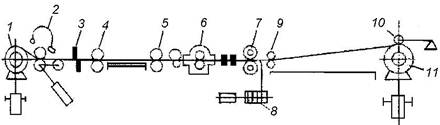
Рис. 2.7 Агрегат продольной резки холоднокатаной полосы 0,4-2,0x1550мм
Полоса проходит через контрольно-маркировочный стол 5, промасливающее устройство 6 и дисковыми многопарными ножницами 7 разрезается на несколько узких полос. Боковые кромки сматываются в бунты моталкой 5.
Передние концы узких полос захватываются передвижными роликами 9 и заправляются в щель барабана моталки 11. При этом полосы отводятся одна от другой на некоторое расстояние и в образующиеся зазоры опускаются разделительные кольца, сидящие на подъемном ролике 10; при помощи этих колец образуются ровные торцы узких рулонов. По окончании наматывания рулоны обвязывают узкой полосой и сталкивают на один из трех штырей поворотного пакетирующего устройства. Производительность агрегата 20-40 т/ч [5].
2.3. Техническая характеристика двадцативалкового стана 500.
Для холодной прокатки тонколистовой стали используют многовалковые станы, преимущественно двадцативалковые станы (рис. 2.8).
Исходная холоднокатаная лента: предел прочности - до 1300 МПа, толщина до 1,05 мм, ширина 200 - 400 мм, наружный диаметр рулона до 1350 мм, масса рулона до 3 т; конечная толщина ленты до 0,05 мм. Диаметр рабочих валков 50 - 80 мм; максимальное усилие на валки при прокатке 1 МН, скорость прокатки до 7,5 м/с; натяжение моталкой от 2 до 80 кН.
Оборудование стана:
· загрузочное устройство для подачи исходных рулонов от накопителя и надевания рулона на барабан разматывателя;
· консольный разматыватель «плавающего» типа для установки и автоматического центирования ленты по оси прокатки с точностью до 1 мм;
· отгибатель скребкового типа для отделения переднего конца ленты на рулоне и подаче его роликами в правильную машину;
· правильная пятироликовая машина для правки переднего и заднего концов ленты;
· гильотинные гидравлические ножницы для обрезки концов ленты;
· дисковые ножницы с кромкокрошителем для обрезки боковых кромок при прокатке ленты с разматывателя;
· проводковый стол для поддержания переднего конца ленты при заправке ее в валки;
· моталка правая для создания натяжения при прокатке и намотки ленты в рулон со съемными двухопорными барабанами; барабан приводится двумя элоктродвигателями через редуктор с двумя передаточными числами (i = 1 и 4,5); переключение осуществляется кулачковой муфтой с приводом от пневмоцилиндра;
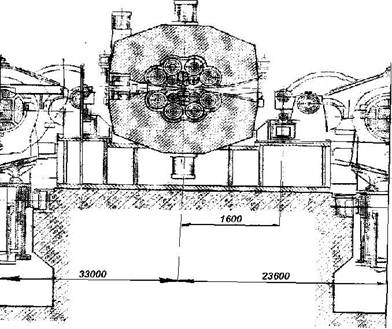
Рис. 2.8. Двадцативалковый стан 55х1200
· рабочая клеть, состоящая из станины-моноблока с валками диаметром 2X50, 4X70, 6X110 и 8X180 мм, двух измерителей натяжения, двух измерителей толщины ленты, направляющих роликов, проводкового устройства, обеспечивающего подачу смазки со стороны входа ленты в валки и устройства для смены валков. Станина с валками имеет гидравлическое нажимное устройство с реечным и эксцентриковыми передачами, гидравлическое устройство для регулирования профиля рабочих валков путем воздействия через опоры опорных роликов и устройство для осевого перемещения профилированных первых промежуточных валков;
· моталка левая аналогична правой и, кроме того, имеет: подъемник барабана для обеспечения перемещения рулона с рабочей позиции на позицию перематывания, привод перемоточного устройства и разматыватель бумаги;
· моталка-разматыватель для намотки прокатанной ленты на консольный барабан и для размотки рулона при перемотки ленты на съемный барабан моталки; для недопущения телескопичности при намотке и размотке выполнена «плавающей» со следящей гидравлической системой (по аналогии с разматывателем);
· устройство для загрузки рулонов, намотанных на транспортировочные гильзы и разгрузки гильз после смотки с них рулонов ленты.
На стане установлены следующие приборы и системы для контроля и автоматического регулирования технологических и электрических параметров: измерители толщины полосы; измерители натяжения полосы; счетчики витков на моталках; измерители диаметра рулонов на моталках, разматывателе и моталке промежуточного устройства; измеритель скорости прокатки; приборы контроля электрических параметров электродвигателей; натяжения бумаги на бумагомоталках; центрирования полосы по оси прокатки; точной остановки стана в конце каждого пропуска; поддержания давления и температуры технологической смазки и управления ее подачей на валки.
В рабочей клети два верхних и два нижних промежуточных валка диаметром 110 мм приводятся от электродвигателя постоянного тока мощностью 650 кВт через шестеренную клеть и шарнирные шпиндели.
Для привода каждой моталки применены два электродвигателя постоянного тока мощностью по 315 кВт (500/1500 об/мин); при большом натяжении полосы работают оба двигателя через редуктор с передаточным числом i = 4,5; при малых натяжениях тонкой ленты работает один двигатель через редуктор с i = 1 [6].
2.4. Основные расчетные параметры
2.4.1 Холодная деформация.
По мере увеличения степени холодной деформации металл утрачивает свои природные пластические свойства и становится жестким и хрупким, т.е. труднодеформируемым. Для восстановления пластических свойств металла с целью дальнейшей его деформации необходимо снять наклеп и возвратить металлу его прежние механические свойства. Для этой цели холодная пластическая деформация всегда сопровождается промежуточными нагревами (отжиг, рекристаллизация). При горячей деформации металлов пластические свойства их выше, а сопротивление деформации (давление со стороны рабочего инструмента, например, валков) ниже, чем при холодной деформации. Отсюда следует, что горячая деформация экономически более выгодна, чем холодная. Поэтому последнюю применяют только в том случае, если по различным техническим и технологическим требованиям готовый катаный продукт нельзя получить в горячем состоянии: тонкую стальную ленту, проволоку и т.д [6].
2.4.2 Расчет усилия и момента прокатки стальной ленты
(толщиной: 4,0 à 3.5 à 2.0 à 1.4 à 1)
Данные для расчета первого прохода
Начальная толщина для второго прохода h0 = 4,0 мм.
Выходная толщина h = 3,5 мм
Скорость прокатки Vпр = 3 м/с
Ширина ленты S =356 мм
Коэффициент трения валков f = 0,2.
Коэффициент формулы для определения условного предела текучести σ 0,2 при холодной прокатке:
А =50,0;
В =6,7;
ψ = 0,36.
1. Абсолютное обжатие:
∆h = h0 – h
∆h = 4.0 - 3.5 = 0.5 мм
2. Относительное обжатие:
ε = ∆h/h0*100%
ε = 0,5/4,0*100% = 0,125*100% = 12,5%
3. Угол захвата:

![]() рад
рад
4. Длина дуги захвата:
![]()
![]()
5. Параметр прокатки:
δ = 2*f/a
δ = 2*0.2/0.045 = 8.89
6. Площадь контакта:
Fk = S*L
Fk = 0.356*0.01118 = 0.004 м2
Выводы:
В данной части дипломного проекта рассмотрена технология производства холоднокатаной нержавеющей ленты.
После изучение технологического производства предлагается осуществить мероприятия, направленные на увеличение выпуска холоднокатаной нержавеющей ленты и улучшение технико-экономических показателей работы цеха, в том числе и снижение себестоимости продукции.
1. Применение рулонного подката вместо сварного. Это мероприятие позволит увеличить выход годного и тем самым снизит удельный расход листового проката (условно).
2. Внедрение новой технологии обработки нержавеющей ленты марки 12Х17. Эффект от внедрения новой технологии производства нержавеющей ленты марки 12Х17 заключается в том, что при улучшении механических свойств и качества поверхности удается избежать затрат на передел нержавеющей ленты марки 12Х17 на линии светлого отжига и тем самым позволит снизить цеховую себестоимость готовой продукции.
3. реконструкция термотравильного и отделочного отделения, которая позволит увеличить выпуск ленты примерно на 25%.
3. СОДЕРЖАТЕЛЬНО-АНАЛИТИЧЕСКАЯ ЧАСТЬ
3.1. Краткая характеристика ОАО ММЗ «Серп и молот»
ОАО ММЗ «Серп и молот» - одно из самых крупных промышленных предприятий города Москвы, с численностью ППП 2 428 человек (по данным на 01/01/2006 года). Завод относится к отрасли черной металлургии и специализируется на выпуске сортового и листового проката, ленты, калиброванной стали, проволоки и специальных сталей и сплавов, в том числе нержавеющих и жаропрочных марок. По целому ряду видов продукции завод является монополистом в РФ (быстрорежущий лист, тончайшая нержавеющая лента, сталь со специальной отделкой поверхности).
До 1991 года продукция завода строго лимитировалась, и завод имел свыше 2,5 тыс. потребителей, 38% которых относились к оборонному комплексу, либо были тесно связаны с ним. На потребителей московского региона приходилось более 29% продукции завода.
В настоящее время в связи с конверсией военного производства и общим кризисом народного хозяйства, объем производства снизился в несколько раз, общая численность работников ОАО ММЗ «Серп и молот» с 10 000 человек (в 1985 г.) снизилась до 2 180 человек (в 2006 г.). Эти факторы способствовали ухудшению финансового положения предприятия.
Тем не менее, в последние года объем готовой продукции в стоимостном выражении имеет тенденции к снижению, но по некоторым позициям продукция завода находит все новых и новых потребителей (за счет выпуска новых марок стали, а также пуска в 2002 г., например, УВОС - установки внепечной обработки стали).
Также администрация завода старается привлекать на работу квалифицированных рабочих, грамотных специалистов и руководителей и делает упор на привлечение молодого персонала.
0 комментариев