ОБЩАЯ ЧАСТЬ
Себестоимость продукции и ее структура
Планирование себестоимости продукции
Деление затрат (издержек) на постоянные и переменные
Анализ и повышение рентабельности продукции
Операции № 11-15 повторяются в зависимости от количества переделов и состояния поставки ленты (термообработнанное, "ПН", "Н", "ВН")
Технологический процесс травления
Термическая обработка и отделка холоднокатаной листовой углеродистой стали
Агрегат непрерывного отжига жести
Дрессировка
Продольная резка
Создание ОАО ММЗ «Серп и молот». Учредители предприятия
Организационная структура управления ОАО ММЗ «Серп и молот»
Организация экономической службы
Общая масса оборудования цеха
Персонал цеха
Основные технико-экономические показатели работы ОАО ММЗ «Серп и молот» и их динамика за 2001-2006 гг
Технико-экономические показатели работы ЦХПНЛ, динамика за 2001-2005 гг
Сущность, экономическая характеристика и классификация затрат
Принципы деления затрат на постоянный и переменные
Он позволяет подробно анализировать накладные расходы, что имеет большое значение для управленческого учета
Расчет критического объема производства
Рентабельность предприятия
Анализ производственной программы
Анализ движения и использования основных производственных фондов
Анализ производительности труда
Анализ себестоимости всей товарной продукции
Анализ затрат на рубль товарной продукции
Анализ расходов по переделу
Основные направления снижения себестоимости в прокатном производстве
Пути снижения себестоимости проката
Предлагаемые мероприятия по снижению себестоимости продукции в ЦХПНЛ
Производственная санитария
Меры безопасности при эксплуатации и ремонте оборудования
Защита от ионизирующих излучений
Газообразные отходы и их очистка
Гидродинамические аварии
Навигация
Организация экономической службы
Повышение рентабельности продукции на основе снижения переменных затрат в цехе холодной прокатки нержавеющей ленты ОАО ММЗ "Серп и молот"
277297
знаков
34
таблицы
29
изображений
3.1.4. Организация экономической службы
Организация, подчиненность и выполняемые функции экономических служб завода представлены на схеме, расположенной на рис. 3.3.
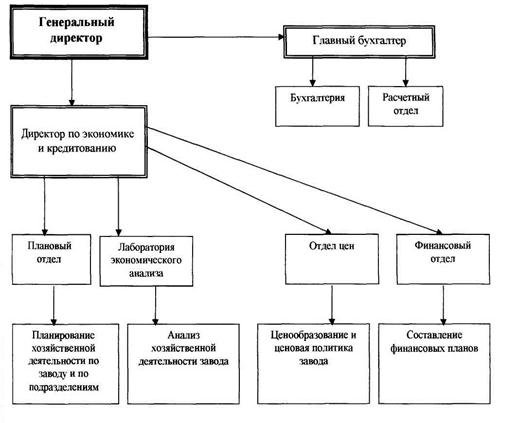
Рисунок 3.3. Организация экономических служб завода «Серп и молот» и выполняемые ими функции.
На экономическую службу завода возложены многие важные задачи управления, организации, планирования, учета, составления отчетности, контроля и анализа производственной, хозяйственной и финансовой деятельности завода.
Оптимальная организация экономической службы и четкое разграничение выполняемых функций между ее отделами позволяет администрации завода всегда быстро получать необходимую информацию.
3.1.4.1. Экономические службы завода, в компетенцию которых входит решение вопросов по учету и анализу трудовых показателей
Структура отделов экономической службы, занимающихся учетом и анализом труда и заработной платы на ОАО ММЗ «Серп и молот» представлена на рис. 3.4.
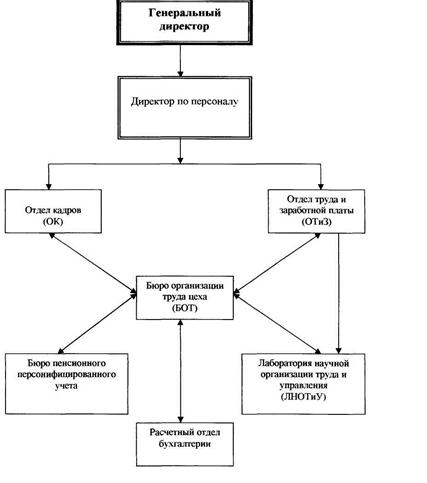
Рисунок 3.4. Структура отделов экономической службы, занимающихся организацией, учетом и анализом труда и заработной платы на заводе ОАО ММЗ «Серп и молот»
Остановимся на основных функциях и задачах этих подразделений.
■ Генеральный директор организует работу предприятия и несет полную ответственность за его состояние и деятельность перед собственниками (акционерами) и трудовым коллективом. Он представляет предприятие во взаимоотношениях с другими хозяйствующими субъектами и государством, распоряжается имуществом и средствами предприятия, назначает и освобождает от должности РСиС завода, применяет меры материального и морального поощрения и налагает взыскания. Генеральный директор направляет деятельность завода «Серп и молот» на достижение высоких экономических результатов.
■ Директор по персоналу координирует кадровую политику завода, утверждает правила внутреннего трудового распорядка, должностные инструкции, подписывает приказы, касающиеся кадровых вопросов и порядка оплаты труда. В его обязанности входит также утверждение на предстоящий год графиков работы. Директор по персоналу подчиняется непосредственно генеральному директору. В подчинении директора по персоналу находятся ОК, ОГЖ, ОТиЗ, ЛНОТиУ.
■ Отдел кадров организует работу по подбору персонала, осуществляет оперативный учет личного состава, прием, переводы и увольнение работающих, составляет заводскую отчетность по обеспеченности завода трудовыми кадрами, составу персонала, его структуре.
■ Отдел труда и заработной платы организует внедрение передовой организации труда, наиболее совершенных форм и систем заработной платы. Начальнику ОТиЗ подчиняется лаборатория научной организации труда. Составление отчетности по показателям труда и заработной платы, содействие цехам в вопросах формирования штатных расписаний и положений по оплате труда также находятся в компетенции ОТиЗ.
■ Техническое нормирование, исследование и анализ показателей труда, разработка мероприятий по повышению производительности труда осуществляется заводской ЛНОТиУ.
■ Вопросами пенсионного обеспечения занимается бюро пенсионного персонифицированного учета, находящегося в подчинении ОК.
■ Расчет и выплата ЗП и социальных пособий, удержание подоходного налога и других взносов и платежей, осуществляется расчетным отделом бухгалтерии.
■ Вопросы организации труда на рабочих местах, учета выработки, нормирования технико-экономических показателей, премирования работников решаются непосредственно в цехах завода специальными службами, называемыми БОТ. Ими ведется табельный учет, осуществляется контроль за соблюдением трудовой дисциплины и правил внутреннего трудового распорядка. Следует отметить немаловажное участие Профкома в вопросах организации и оплаты труда работников завода, в частности при его содействии заключен и постоянно действует коллективный договор.
Организация учета, контроля и анализа трудовых ресурсов предприятия вышеперечисленными службами завода, решаемые ими задачи, обрабатываемая ими информация, составляемые первичные и сводные документы и взаимосвязь между ними подробно будут отражены в исследовательской части дипломной работы.
3.2. Характеристика производственной и организационной структуры цеха
3.2.1. Краткая характеристика цеха
Этот цех пущен в эксплуатацию в 1980 году и достиг проектной мощности в 1982 году. На двух станах дуо - кватро поступающий исходный материал — полоса толщиной 2,5-4,0 мм в рулонах — прокатывается на ленту толщиной 0,005-2,0 мм. Двадцати вал ковы и стан предназначен для окончательной прокатки на ленту минимальной толщиной 0,05 мм. Все станы оснащены системами комплексной технологической автоматизации, включая регулирование натяжения, скорости движения и регулировки толщины полосы в процессе прокатки.
Очень большое значение придается термической обработке металла. Учитываются режимы и условия, необходимые для предварительной, промежуточной и окончательной термообработки проката и ленты из марок нержавеющей стали ферритного, аустенитного и ферритно-мартенситного класса. Для отжига проката промежуточной и окончательной термообработки полосы в рулонах имеется отделение колпаковых печей с защитной атмосферой из чистого водорода. Светлый отжиг холоднокатаной ленты производится на двух линиях новейшей конструкции с башенной, газовой и горизонтальной электрической печами. Перед отжигом производится щелочное и электролитическое обезжиривание, после отжига — охлаждение в среде осушенного водорода, электролитическая пассивизация, промывка и сушка горячим воздухом. Непрерывный закалочный агрегат предназначен для закалки, отпуска и нормализации подката, промежуточной термообработки нормализации полосы.
Затем рулоны передаются на непрерывный травильный агрегат. В одном непрерывном процессе на этой поточной линии производятся операции обработки в щелочном расплаве, электролитического травления в растворе серной кислоты, отбеливания в растворе азотной кислоты, промежуточной и окончательной струйной промывки и сушки полосы. Система автоматизации регулирует основные параметры процесса, в том числе скорость прохождения ленты, температуру растворов и расплава.
Зачистка подката может производиться на иглофрезерном агрегате или на одной из двух автоматических линий шлифования, где производится также промежуточная и окончательная зачистка ленты с последующей промывкой в щелочном растворе и сушкой горячим воздухом. Для придания ленте зеркального блеска и чистоты поверхности высшего класса имеется автоматическая линия полирования.
Качество поверхности и толщина готовой ленты проверяются на одном из трех контрольно-перемоточных агрегатов.
По желанию потребителей лента может быть изготовлена различной ширины от 6 мм и выше с градацией через 0,5 мм. Продольная резка ленты в этом случае производится на одной из двух автоматических линий.
Производство нержавеющей ленты завершается на автоматической линии упаковки ленты.
Современный цех не мыслится без системы управления на базе электронно - вычислительной техники. Первая очередь такой системы начала функционировать в цехе в 1982 году.
Система управления - многоуровневая, позволяет решать задачи с интервалом времени более суток, например, обработки заказов потребителей и их учета, а также задачи, связанные с операциями, происходящими в течение суток: учетом прохождения металла по технологическим маршрутам, слежением за выполнением графиков работы, контролем технологических режимов на основных производственных агрегатах, учетом расхода энергоресурсов и т.д.
Сбор первичной информации осуществляется с помощью датчиков и дисплеев. Цех холодной прокатки предназначен для производства холоднокатаной ленты толщиной 0,05-2,0 мм, шириной до 400 мм нержавеющих марок стали аустенистного, ферритного, ферритно-мартенситного классов и подката из стали мартенситного класса для производства лезвийной ленты с временем сопротивления до 180 кгс/м2, в количестве 6700 тонн в год.
Цех состоит из следующих отделений:
1. Термотравильное, к которому относится следующее оборудование:
1.1. колпаковые печи,
1.2. непрерывный закалочный агрегат (НЗА),
1.3. непрерывный травильный агрегат (НТА),
1.4. агрегат электрической очистки.
2. Шлифовально-зачистное отделение.
2.1. агрегат выборочной зачистки,
2.2. агрегат зачистки полос шлифорезами,
2.3. линия шлифования № 1,
2.4. линия шлифования № 2.
3. Прокатное отделение.
3.1. 2-х - 4-х валковый стан № 1,
3.2. 2-х - 4-х валковый стан № 2,
3.3. 20-ти валковый стан,
3.4. вальцешлифовальная мастерская.
4. Отделение светлого отжига.
4.1. линия СО № 1 (с вертикальной муфельной газовой печью),
4.2. линия СО № 2 (с горизонтальной электрической печью).
5. Отделочное отделение:
5.1. линия полирования,
5.2. линия резки № 1 с упаковкой (для ленты толщиной 0,2-2,0 мм),
5.3. линия резки № 2 (для ленты толщиной 0,05-0,3 мм),
5.4. контрольно-перемоточный агрегат № 1 (0,8-2,0 мм),
5.5. контрольно-перемоточный агрегат № 2 (0,3-0,9 мм),
5.6. контрольно-перемоточный агрегат № 3 (0,05-0,3 мм),
6. Вспомогательные службы, к которым относятся:
6.1. ремонтно-механические мастерские,
6.2. электроремонтная мастерская,
6.3. подзарядные станции электрокар и электропогрузчиков,
6.4. склад сменного оборудования и запчастей и др.
Расположение оборудования в цехе обеспечивает необходимую поточность производства с исключением встречных потоков металла на всех технологических участках.
Для улучшения аэрации цеха непрерывный травильный агрегат (НТА), светлого отжига (ЛСО), работающие с тепловыделениями, размещаются в крайних пролетах здания.
Транспортировка рулонов и вспомогательных материалов в цехе осуществляется с помощью мостовых кранов, передаточных тележек грузоподъемностью 20 тонн, электрогрузчиков грузоподъемностью 5 тонн и 2 тонны и электрокар грузоподъемностью 2 тонны.
0 комментариев