Анализ конструктивных особенностей детали
Анализ технологичности и конструкции детали [1]
Определение типа производства
Расчет такта выпуска или величины партии деталей
Заготовка из проката круглого сечения
Разработка технологического процесса механической обработки детали
Существующий (заводской) технологический процесс
Анализ существующего технологического процесса
Требуемые технологические переходы определяем путем расчета коэффициентов уточнения
Пространственные отклонения
Погрешности установки на выполняемом переходе
Максимальные промежуточные припуски
Номинальные межпереходные припуски
Конструирование заготовки [4]
Расчет технических норм времени [5]
Расчет погрешности базирования
Прочностной расчет ответственных деталей приспособления
Выбор и проектирование вспомогательного инструмента
Выбор и проектирование измерительного средства
Расчёт стоимости оборудования
Разработка плана расположения оборудования на участке
Экономическая часть
Пар = 520 кг в квартал;
Навигация
Расчет технических норм времени [5]
Проект участка механической обработки детали "Стакан"
81153
знака
219
таблиц
8
изображений
2.6 Расчет технических норм времени [5]
Операция 055 Сверлильная
Основное машинное временя обработки:
|
| (64) |
|
| |
|
| |
|
|
 ;
;Определяем вспомогательное время:
Время на снятие и установку детали весом до 3 кг в специальном приспособлении:
tуст = 0,307 мин;
Вспомогательное время связанное с переходом, на приемы, связанные с переходом не вошедшие в комплекс определяется по карте и включает время на изменение частоты вращения шпинделя, изменение величины и направления подачи, на смену резца:
tпер = 0,36 мин;
tуст = 0,17 мин;
Вспомогательное время на контрольные измерения:
tизм = 0,9 мин;
Время на обслуживание рабочего места:
аобс = 3,5%;
Время перерывов на отдых и личные надобности: при весе детали до 5 кг и оперативном времени свыше 1 мин:
аотл = 6%.;
Подготовительно – заключительное время на партию: на наладку станка, инструмента и приспособлений:
tпз= 9 мин;
Время на получение инструмента и приспособлений:
tпз = 8 мин;
Определяем поправочный коэффициент на вспомогательное время: при 2-х сменной работе на токарных станках КtВ=0,5.
Определяем вспомогательное время на обработку:
|
| (65) |
|
|
Определяем штучное время по формуле:
|
| (66) |
|
|

Определяем подготовительно-заключительное время по формуле:
|
| (67) |
|
|
Определяем штучно-калькуляционное время по формуле:
|
| (68) |
|
|
Оперативное время рассчитаем по формуле [1]:
|
| (69) |
|
|
Таблица 13 – Нормы времени, мин
| Наименование операции | ТО, | ТВСП | ТОП | ТШТ | ТШ.К |
| 005 Токарная с ЧПУ | 8,14 | 0,7 | 4,2 | 8,9 | 9 |
| 030 Токарная с ЧПУ | 3,34 | 1,1 | 2,8 | 4,946 | 4,96 |
| 040 Токарная с ЧПУ | 2,53 | 0,4 | 0,7 | 3,025 | 3,042 |
| 045 Токарная | 0,64 | 2,538 | 1,04 | 3,432 | 3,455 |
| 050 Сверлильная | 2,4 | 0,84 | 1,6 | 3,6 | 3,617 |
| 055 Сверлильная | 0,68 | 0,7 | 1,38 | 1,5 | 1,52 |
| 083 Токарная | 0,5 | 0,09 | 0,9 | 0,88 | 0,9 |
| 085 Токарная | 0,28 | 1,072 | 7,4 | 1,557 | 1,573 |
| 090 Токарная | 0,57 | 2,129 | 1,8 | 8 | 8,02 |
| Продолжение таблицы 13 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 120 Шлифовальная | 2,11 | 1,11 | 2,5 | 3,533 | 3,549 |
| 125 Шлифовальная | 1,2 | 0,721 | 1,3 | 2,137 | 2,157 |
| 130 Шлифовальная | 6,6 | 0,66 | 0,55 | 7 | 7,587 |
Вывод: в данном разделе определен способ получения заготовки (прокат шестигранного сечения) и его экономическое обоснование, разработаны операции технологического процесса изготовления детали с указанием режимов резания и технических норм времени, произведен расчет припусков межоперационных размеров, сконструирована заготовка.
3. Расчетно-конструкторская часть
3.1 Выбор, расчет и конструирование специального станочного приспособления
3.1.1 Описание работы приспособления
Специальное сверлильное приспособление предназначено для устойчивого закрепления детали при обработке двух отверстий детали на вертикально – сверлильном станке.
Применение данного приспособления обеспечит точную и быструю установку обрабатываемой детали в данном приспособление.
При установке и снятие детали рабочему не требуется совершать трудоемких действий, что уменьшает время на установку и снятие детали.
По числу устанавливаемых заготовок оно является одноместным.
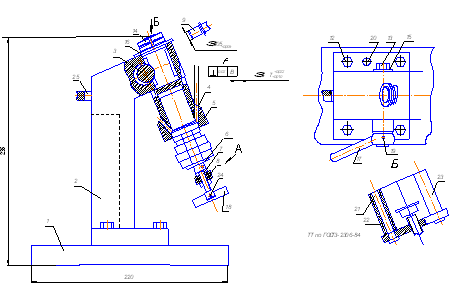
1 – плита, 2 – корпус, 3 – эксцентрик, 4 – втулка, 5 – оправка, 6 – пята,
7 – винт, 8-планка, 9 – калибр, 12 – болт, 13,14 – гайка, 15 – шайба,
16, 25 – рукоятка, 18,19,20 – штифты, 21 – втулка, 22 – винт, 24 – планка
Рисунок 6 – Эскиз сверлильного приспособления
Принцип действия и составные элементы специального сверлильного приспособления состоит в следующем:
1. Устанавливается обрабатываемая деталь на оправку (5) и с низу поджимается пятой (6). При установке детали на оправку производится сверление двух отверстий диаметром 2,4 мм.
2. Оправка крепится к корпусу (2), с помощью шайбы (15) и затягивается гайкой (14).
3. К корпусу (2) с помощью гайки (13) крепится эксцентрик (3) к которому с помощью штифта (19) устанавливается рукоятка (16), которая нужна для поворота приспособления.
4. Далее специальное приспособление устанавливают на стол вертикально – сверлильного станка.
Использование приспособлений способствует повышению производительности и точности обработки, облегчению условий труда, сокращению количества и снижению необходимой квалификации рабочих; строгой регламентации длительности выполняемых операций; расширению технологических возможностей оборудования; повышению безопасности работы и снижению аварийности, за счет снижения трудоёмкости и себестоимости обработки деталей.
Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
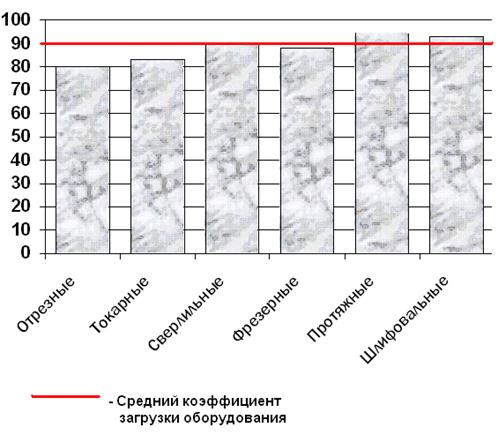
... 100% = 98,15% 6717,5 1 – материалы с учётом транспортных затрат 2 – ФЗП осн. производственных рабочих 3 – ФЗП доп. производственных рабочих 4 – ОСН 5 – ОЦР 2.6 Технико–экономические показатели для обработки детали 1.Годовая программа: 11000 2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01 3.Количество станков (берём из таблицы 1.3. строка 6): 19 4.Средний коэффициент ...
... . Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка (ЭМО), основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
0 комментариев