Анализ конструктивных особенностей детали
Анализ технологичности и конструкции детали [1]
Определение типа производства
Расчет такта выпуска или величины партии деталей
Заготовка из проката круглого сечения
Разработка технологического процесса механической обработки детали
Существующий (заводской) технологический процесс
Анализ существующего технологического процесса
Требуемые технологические переходы определяем путем расчета коэффициентов уточнения
Пространственные отклонения
Погрешности установки на выполняемом переходе
Максимальные промежуточные припуски
Номинальные межпереходные припуски
Конструирование заготовки [4]
Расчет технических норм времени [5]
Расчет погрешности базирования
Прочностной расчет ответственных деталей приспособления
Выбор и проектирование вспомогательного инструмента
Выбор и проектирование измерительного средства
Расчёт стоимости оборудования
Разработка плана расположения оборудования на участке
Экономическая часть
Пар = 520 кг в квартал;
Навигация
Анализ существующего технологического процесса
Проект участка механической обработки детали "Стакан"
81153
знака
219
таблиц
8
изображений
2.2.3 Анализ существующего технологического процесса
В данном технологическом процессе вся механическая обработка распределена по операциям. При этом, на первых операциях обрабатываются основные технологические базы, а далее следуют операции формообразования детали до стадии чистовой обработки. Принципы постоянства и совмещения баз соблюдаются. В процессе обработки детали предусматривается контроль.
В качестве режущего инструмента применяются стандартные и специальные резцы, специальные зенкеры, развертки, метчики, зенковки, сверла. Контроль производят специальными калибрами и стандартными измерительными средствами.
2.2.4 Предлагаемый вариант технологического процесса
В существующем технологическом процессе на 005 Токарной операции в качестве измерительного средства используется штангенциркуль, служащий для измерения внешних и внутренних размеров изделия. Предлагаю использовать в качестве измерительного средства для внешних поверхностей калибр-скобу, использование которой позволяет сократить время на контрольные измерения.
Таблица 7 – Внесенные изменения
| Наименование позиций | Варианты | |
| 1-й (существующий) | 2-й (предлагаемый) | |
| Отличающие операции механической обработки | 005 Токарная измерительное средство: ШЦ-I-125 ГОСТ 166–89 | 005 Токарная измерительное средство: Калибр-скоба Æ22,23 h7 мм |
2.2.5 Выбор технологического оборудования и оснастки
Для обработки детали применяем универсальные станки 1В340Ф30, 16А20ФЗС43, 250ИТВ, 2Н118, А11U-550F, СОИ-10 стандартные приспособления для токарных операций и специальные приспособления для сверлильных операций, режущий и мерительный инструмент (в соответствии с таблицей 6).
2.2.6 Технико-экономическое обоснование предлагаемого варианта технологического процесса
Таблица 8 – Сравнительный анализ вариантов технологических процессов
| Наименование позиции | Варианты | |
| 1-ый (существ.) | 2-ой (предлаг.) | |
| 1. Отличающиеся операции механической обработки | 005 Токарная измерительное средство: ШЦ-I-125 ГОСТ 166–89 | 005 Токарная измерительное средство: Калибр-скоба Æ22,23 h7 мм |
| 2. Трудоемкость обработки, мин. | ТИЗМ = 0,1 мин, ТШТ.К = 4,99 мин | ТИЗМ = 0,05 мин, ТШТ.К = 4,3 мин |
В результате замены штангенциркуля на калибр – скобу:
1. Уменьшается вспомогательное время, а следовательно и штучно-калькуляционное временя, что приводит к повышению производительности труда, а значит, к уменьшению срока сдачи партии изделий и увеличению количества оборотов продажи готовых изделий;
2. Снижения затрат на себестоимость изготовления изделия, что влечет за собой увеличение прибыли, рост рентабельности производства.
2.3 Расчет припусков и межоперационных размеров [3]
Припуск на обработку – это слой металла, удаляемый в процессе обработки резанием для получения окончательных размеров и требуемого качества поверхностей изделия.
Операционным припуском называют припуск, удаляемый при выполнении одной технологической операции.
В механической обработке различают минимальный, максимальный и номинальный припуски. Расчету подлежит обычно минимальный припуск. Значения номинальных припусков используют для определения номинальных размеров, по которым изготавливают технологическую оснастку. Максимальный припуск, снимаемый за один рабочий ход, определяет наибольшую нагрузку на режущий инструмент.
Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
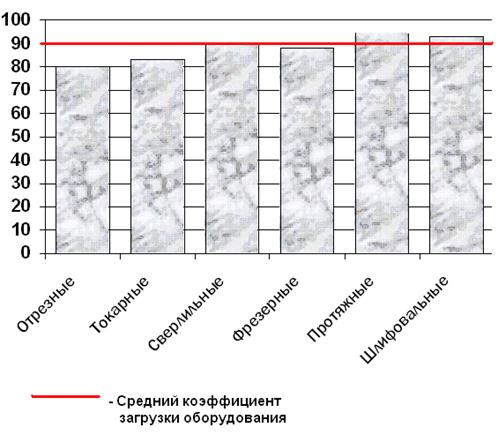
... 100% = 98,15% 6717,5 1 – материалы с учётом транспортных затрат 2 – ФЗП осн. производственных рабочих 3 – ФЗП доп. производственных рабочих 4 – ОСН 5 – ОЦР 2.6 Технико–экономические показатели для обработки детали 1.Годовая программа: 11000 2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01 3.Количество станков (берём из таблицы 1.3. строка 6): 19 4.Средний коэффициент ...
... . Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка (ЭМО), основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
0 комментариев