Анализ конструктивных особенностей детали
Анализ технологичности и конструкции детали [1]
Определение типа производства
Расчет такта выпуска или величины партии деталей
Заготовка из проката круглого сечения
Разработка технологического процесса механической обработки детали
Существующий (заводской) технологический процесс
Анализ существующего технологического процесса
Требуемые технологические переходы определяем путем расчета коэффициентов уточнения
Пространственные отклонения
Погрешности установки на выполняемом переходе
Максимальные промежуточные припуски
Номинальные межпереходные припуски
Конструирование заготовки [4]
Расчет технических норм времени [5]
Расчет погрешности базирования
Прочностной расчет ответственных деталей приспособления
Выбор и проектирование вспомогательного инструмента
Выбор и проектирование измерительного средства
Расчёт стоимости оборудования
Разработка плана расположения оборудования на участке
Экономическая часть
Пар = 520 кг в квартал;
Навигация
Выбор и проектирование вспомогательного инструмента
Проект участка механической обработки детали "Стакан"
81153
знака
219
таблиц
8
изображений
3.1.5 Выбор и проектирование вспомогательного инструмента
Вспомогательный инструмент, применяемый для изготовления детали «Стакан» стандартный и приведен в таблице 6.
3.1.6 Выбор и проектирование режущего инструмента
Рассчитываем развертку для 045 токарной операции, для обработки сквозного отверстия диаметром 2 мм.
Определяем исполнительные диаметры рабочей части развертки для отверстия с Dо= 2D11. Поле допуска на обрабатываемое отверстие Dо по ГОСТ 25347–82 равно ![]() мм.
мм.
|
| |
|
|
Максимальный диаметр развертки:
|
| (83) |
где IT – допуск диаметра отверстия, мм
Минимальный диаметр развертки:
|
| (84) |
|
| (85) |
|
| |
|
| |
|
|
Габаритные размеры развертки с цилиндрическим хвостовиком:
а) диаметр режущей части развертки, D= 3 мм;
б) длина режущей части, l= 8 мм;
в) длина хвостовика, l1= 50 мм;
г) длина развертки, L= 60 мм
Геометрические элементы лезвия рабочей части развертки:
а) главный угол в плане, φ= 45°;
б) передний угол, γ= 5°;
в) задний угол по главной режущей кромке (заборной части), α= 10°;
г) задний угол по вспомогательной режущей кромке (периферии), α1= 10°;
д) задний угол по спинке ножа αс= 15°;
е) ширина ленточки, f= 0,4 мм
Длина заборной части развертки:
|
| (86) |
где D – диаметр развертки, мм;
D2 – диаметр заборной части, мм
|
| (87) |
где h – припуск под развертывание на сторону, мм
|
| |
|
|
Число зубьев развертки:
|
| (88) |
|
|
Выбираем угловой шаг зубьев развертки:
ω1= 87°55';
ω2= 92°05'
Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
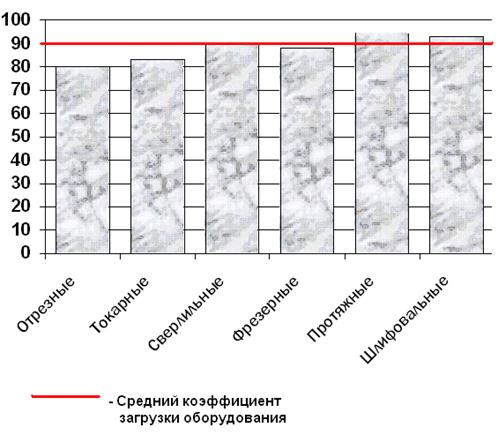
... 100% = 98,15% 6717,5 1 – материалы с учётом транспортных затрат 2 – ФЗП осн. производственных рабочих 3 – ФЗП доп. производственных рабочих 4 – ОСН 5 – ОЦР 2.6 Технико–экономические показатели для обработки детали 1.Годовая программа: 11000 2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01 3.Количество станков (берём из таблицы 1.3. строка 6): 19 4.Средний коэффициент ...
... . Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка (ЭМО), основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
0 комментариев