Анализ конструктивных особенностей детали
Анализ технологичности и конструкции детали [1]
Определение типа производства
Расчет такта выпуска или величины партии деталей
Заготовка из проката круглого сечения
Разработка технологического процесса механической обработки детали
Существующий (заводской) технологический процесс
Анализ существующего технологического процесса
Требуемые технологические переходы определяем путем расчета коэффициентов уточнения
Пространственные отклонения
Погрешности установки на выполняемом переходе
Максимальные промежуточные припуски
Номинальные межпереходные припуски
Конструирование заготовки [4]
Расчет технических норм времени [5]
Расчет погрешности базирования
Прочностной расчет ответственных деталей приспособления
Выбор и проектирование вспомогательного инструмента
Выбор и проектирование измерительного средства
Расчёт стоимости оборудования
Разработка плана расположения оборудования на участке
Экономическая часть
Пар = 520 кг в квартал;
Навигация
Выбор и проектирование измерительного средства
Проект участка механической обработки детали "Стакан"
81153
знака
219
таблиц
8
изображений
3.1.7 Выбор и проектирование измерительного средства
Рассчитываем калибр-скобу на 085 токарную операцию для контроля длины поверхности 17 мм, которая имеет проходную и непроходную стороны.
Определим размеры калибра-скобы для длины поверхности равную 17 мм с полем допуска H8.
По СТ СЭВ 144–88 находим предельные отклонения размера глубины:
Верхнее es = 0 мкм;
нижнее ei = -100 мкм;
допуск Td = 100 мкм
Определяем предельные размеры глубины отверстия по формуле [7]:
|
| (89) |
|
| |
|
| (90) |
|
|
По СТ СЭВ 157–75 определяем допуск калибра: для 8 квалитета и размера от 10 до 18:
Н1 = 24 мкм,
НS = 13 мкм,
НР = 24 мкм
Величины, определяющие расположение полей допусков калибров
Z1 = 36 мкм;
Y1 = 0.
По формулам СТ СЭВ 157–75 и 1920–79 определяем размеры калибров [7]
Проходная сторона калибра определяется по формуле:
|
| (91) |
|
|
Проходная изношенная сторона:
|
| (92) |
|
|
Непроходная сторона:
|
| (93) |
|
|
Находим исполнительные размеры контрольных калибров [7]
Проходной новой стороны:
|
| (94) |
|
|
Непроходной стороны:
|
| (95) |
|
|
Износа проходной стороны:
|
| (96) |
|
|
Вывод: в разделе описан принцип работы приспособления, приведен расчет погрешности базирования, по которому определена возможность обработки детали на данном приспособлении; рассчитаны силы зажима детали, а также приведен расчет ответственных деталей приспособления на прочность.
4. Мероприятия по охране труда (окружающей среды)
4.1 Разработка мероприятий по охране труда и технике безопасности при обработке детали
Общие требования безопасности при работе на металлорежущих станках:
1 К самостоятельной работе допускаются лица, достигшие 18 лет, прошедшие медицинский осмотр, инструктажи, усвоившие правила охраны труда
2 Допуск к самостоятельной работе производится после проверки знаний и прохождения стажировки в течение 10 рабочих смен под наблюдением опытного работника.
3 Передвигаться в цехе по предусмотренным проходам, не проходить между машинами, станками, сложенному материалу, деталям, заготовкам.
4 Быть внимательным к звуковой и световой сигнализации, сигналам кранов и движущегося транспорта, предупредительным знакам и надписям.
5 Пользоваться спецодеждой, обувью и защитными средствами.
6 Немедленно уведомлять мастера о случаях травматизма, неисправности оборудования, приспособлений и инструмента.
7 Уметь оказывать первую медицинскую помощь пострадавшим. Обращаться в здравпункт в случае получения травмы, знать номера экстренных телефонов: здравпункта (23–03), пожарной части (25–01), соблюдать правила внутреннего распорядка, личной гигиены.
8 Содержать в порядке и чистоте рабочее место, не допускать загромождения его деталями, отходами и мусором.
9 Пользоваться деревянной напольной решеткой и содержать ее в чистоте.
10 Не прикасаться к токоведущим частям электрооборудования клеммам и электропроводам, к арматуре общего освещения.
11 Привести в порядок рабочую одежду: застегнуть или подвязать обшлага рукавов, надеть головной убор; женщины должны убрать волосы под косынку.
12 О неисправности станка немедленно заявить мастеру, до устранения неисправностей к работе не приступать.
13 Не отвлекаться во время работы.
14 Выполнять только порученную работу, используя безопасные методы труда.
15 Работать на станках, к работе на которых допущены.
16 Не допускать на рабочее место посторонних лиц.
17 Работать исправным инструментом и приспособлениями, используя их по назначению.
18 Не опираться на станок во время работы и не позволять делать это другим.
19 Не работать на неисправном и не имеющим необходимых ограждений станке. Не производить ремонт и переделку станка самостоятельно.
20 Не разрешать убирать у станка во время работы.
21 Запрещается работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников.
22 Надежно и жестко закреплять обрабатываемую деталь.
23 Масса и габаритные размеры обрабатываемой детали должны соответствовать паспортным данным станка.
24 Устанавливать и снимать тяжелые детали и приспособления (массой более 15 кг) только с помощью подъемных механизмов.
25 Содержать в чистоте рабочее место.
26 Не загромождать проходы при укладке деталей.
27 Применять исправные гаечные ключи соответствующих размеров; не наращивать их трубой, др. рычагами; не пользоваться прокладками при несоответствии размеров.
28 При всяком перерыве в подаче электроэнергии немедленно выключить электрооборудование станка.
29 Если на металлических частях станка обнаружено напряжение (ощущение тока), электродвигатель работает на 2 фазы (гудит), заземляющий провод оборван, остановить станок и немедленно доложить мастеру о неисправности оборудования.
30 Устанавливать и снимать режущий инструмент после полной остановки станка.
31 Не работать без кожуха, прикрывающего сменные шестерни.
32 Измерение обрабатываемой детали производить после полной остановки станка.
33 Остерегать срыва ключа, правильно накладывать ключ на гайку и не поджимать гайку рывком.
34 Если при обработке металла образуется отлетающая стружка, то при отсутствии специальных устройств на станке, надеть защитные очки или предохранительный щиток из прозрачного материала.
35 Во время работы станка не брать и подавать через работающий станок какие-либо предметы, не подтягивать болты, гайки и другие соединительные детали станка.
36 Не удалять стружку от станка непосредственно руками инструментом, пользоваться для этого специальным крючком и щетками-сметками.
37 Следить за своевременным удалением стружки с рабочего места и станка.
38 Обязательно остановить станок и выключать электродвигатель при временном прекращении работы, перерыве подачи электроэнергии, уборке, смазке, обнаружении неисправностей.
39 При обработке деталей применять режимы резания, указанные в операционной карте для данной детали.
40 Не увеличивать установленные режимы резания без ведома мастера.
41 Прекратить работу и покинуть рабочее место в случае возникновения аварийной ситуации.
Вывод: в данном разделе разработаны мероприятия по охране труда и технике безопасности, при обработке детали на металлорежущих станках.
5. Организационная часть
5.1 Определение потребного количества оборудования [1]
Исходные данные:
- годовой объём выпуска деталей: 10000 шт.
- перечень операций и норма штучно – калькуляционного времени, мин.
| Наименование операции. | Разряд | Норма времени, мин. |
| 005 Токарная 030 Токарная 040 Токарная 045 Токарная 050 Сверлильная 055 Сверлильная 083 Токарная 085 Токарная 090 Токарная 120 Шлифовальная 125 Шлифовальная 130 Шлифовальная | 2 4 4 4 3 3 3 4 4 4 3 3 | 9 4,96 3,042 3,455 3,617 1,52 0,9 1,573 8,02 3,549 2,157 7,587 |
- эффективный годовой фонд времени работы одного станка, час.
Определение потребного количества оборудования и его загрузка являются исходными данными для проектирования участка цеха машиностроительного завода. Для определения количества металлообрабатывающего оборудования данной модели и числа рабочих для обработки предусмотренного количества деталей необходимо знать: годовой объём выпуска изделий; вид технологического процесса с указанием перечня операций и суммарные времени по каждому виду оборудования; эффективный годовой фонд производственного времени единицы оборудования.
Эффективный годовой фонд, время работы одного станка в часах при пятидневной рабочей неделе с двумя выходными днями, может быть рассчитан по формуле:
|
| (97) |
где Твых =101 – количество выходных дней;
Тпд =16 – количество праздничных дней;
Тппд = 7 – количество предпраздничных дней;
S = 2 – число смен работы оборудования;
Кр – коэффициент, учитывающий время пребывания станка в ремонте; для средних станков Кр = 0,95…0,97
|
|
В серийном производстве расчётное количество оборудования (станков), шт. подсчитывают по формуле:
|
| (98) |
где tшт.к. – штучно – калькуляционное время по операциям, выполненным на данном этапе станков, отнесённое к одной детали, мин.;
N – годовой объём выпуска деталей, шт.
|
| |
|
| |
|
| |
|
| |
|
| |
|
|
Расчётное количество Ср округляют до ближайшего большого целого числа – принятого количества станков Сп.
|
|
|
|
|
|
|
|
|
|
|
|
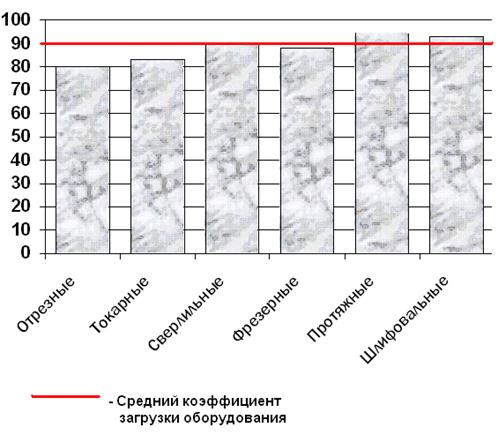
Коэффициент загрузки данного типа станков, в% вычисляется по формуле:
|
| (99) |
где Ср – расчётное количество станков, шт.
Сп – принятое количество станков, шт.
|
| |
|
| |
|
| |
|
| |
|
| |
|
|
Заданием предусмотрена разработка технологии изготовления детали только одного типоразмера, таким образом, чтобы загрузить оборудование целиком, годовой объём выпуска N должен быть весьма большим. Практически количество оборудования, полученное расчётным путём будет недостаточным для создания самостоятельного участка и нормальной его загрузки.

Рисунок 10 – График загрузки станков
Так как станки 1В340Ф30, 16А20ФЗС43, 250ИТВ, 2Н118, 53А50, СОИ-10 являются недогруженными (Кз < 80%), то применяют дозагрузку каждого станка.
Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
... 100% = 98,15% 6717,5 1 – материалы с учётом транспортных затрат 2 – ФЗП осн. производственных рабочих 3 – ФЗП доп. производственных рабочих 4 – ОСН 5 – ОЦР 2.6 Технико–экономические показатели для обработки детали 1.Годовая программа: 11000 2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01 3.Количество станков (берём из таблицы 1.3. строка 6): 19 4.Средний коэффициент ...
... . Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка (ЭМО), основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
0 комментариев