Анализ конструктивных особенностей детали
Анализ технологичности и конструкции детали [1]
Определение типа производства
Расчет такта выпуска или величины партии деталей
Заготовка из проката круглого сечения
Разработка технологического процесса механической обработки детали
Существующий (заводской) технологический процесс
Анализ существующего технологического процесса
Требуемые технологические переходы определяем путем расчета коэффициентов уточнения
Пространственные отклонения
Погрешности установки на выполняемом переходе
Максимальные промежуточные припуски
Номинальные межпереходные припуски
Конструирование заготовки [4]
Расчет технических норм времени [5]
Расчет погрешности базирования
Прочностной расчет ответственных деталей приспособления
Выбор и проектирование вспомогательного инструмента
Выбор и проектирование измерительного средства
Расчёт стоимости оборудования
Разработка плана расположения оборудования на участке
Экономическая часть
Пар = 520 кг в квартал;
Навигация
Расчет погрешности базирования
Проект участка механической обработки детали "Стакан"
81153
знака
219
таблиц
8
изображений
3.1.2 Расчет погрешности базирования
Погрешность базирования εб – это отклонение фактически достигнутого положения заготовки при базировании от требуемого. Она определяется, как предельное поле рассеяния расстояний между технологической и измерительной базами в направлении выдерживаемого размера. Приближенно εб можно оценить разностью между наибольшим и наименьшим значениями указанного расстояния. Величина εб зависит от принятой схемы базирования и точности выполнения баз заготовок (включая отклонения размера, формы и взаимного расположения баз).
Погрешность базирования εб может быть 0, если совмещены технологическая и измерительная базы, к чему необходимо стремиться при проектировании станочного приспособления. В данном случае конструкторский размер не соответствует технологическому размеру базы.
Так как размер посадочной базы по кондуктору DК = ø25,92 +0,027 а размер отверстия по которому устанавливается деталь DД = ø25,9-0,1, то погрешность базирования может достигать:
|
| (70) |
где Smin – зазор минимальный, мм
|
| |
|
|
3.1.3 Расчет сил зажима детали
Определение усилий зажима, необходимых для надежного удержания обрабатываемых деталей, является основой для установления расчетно-конструктивных параметров силовых цилиндров, приводов и зажимных устройств приспособлений.
Расчет необходимых зажимных сил выполняем в следующем порядке:
1. Выбираем оптимальную схему базирования и закрепления детали.
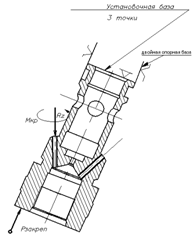
Рисунок 7 – Схема базирования детали в станочном приспособлении и действия сил
2. На составленной схеме изображаются стрелками все приложенные к детали силы: стремящиеся сдвинуть или повернуть деталь в приспособлении (силы резания и их моменты) и удерживающие ее (зажимные силы, силы трения). В нашем случаи объемные силы не учитываются.
3. Вводится коэффициент надежности закрепления k, учитывающий возможное увеличение силы резания в процессе обработки. Величина коэффициента запаса (надежности) k устанавливается дифференцированно с учетом конкретных условий обработки и закрепления детали. Определяется он по формуле:
|
| (71) |
где k0 – гарантированный коэффициент запаса надежности закрепления. Для всех случаев рекомендуется принимать k0 =1,5;
k1 – коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на заготовках. При черновой обработке k1 = 1,2;
k2 – коэффициент учитывающий увеличение силы резания от затупления режущего инструмента, k2 = 1 – 1,8;
k3 – коэффициент, учитывающий условия обработки при прерывистом резании, k3 = 1,2;
k4 – коэффициент, характеризующий погрешность зажимного устройства. Для ручных зажимов k4 = 1;
k5 – коэффициент, характеризующий степень удобства расположения рукояток в ручных зажимных устройствах. При удобном их расположении k5 =1;
k6 – коэффициент, учитывающий только наличие моментов, стремящихся повернуть заготовку на опорах; при установке на плоские опоры k6 = 1,
|
|
4. Устанавливаются усилия зажима. Величина зажимного усилия определяется на основе решения задачи статики на равновесие детали под действием всех приложенных к ней сил и моментов.
В общем случае должно соблюдаться выражение:
|
| (72) |
Силу резания находим по нормативам по режимам резания (см. 2.5)
Nрез = 0,051767 кВт;
Pz = 126,73 Н;
Ро = 117,083 Н
Условие прочности болта:
|
|
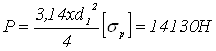 ,
,[σp] = 315 МПа
Для обеспечения надежного зажима должно выполняться условие:
|
| (73) |
![]()
В нашем случае условие выполняется.
Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
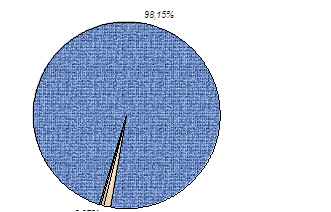
... 100% = 98,15% 6717,5 1 – материалы с учётом транспортных затрат 2 – ФЗП осн. производственных рабочих 3 – ФЗП доп. производственных рабочих 4 – ОСН 5 – ОЦР 2.6 Технико–экономические показатели для обработки детали 1.Годовая программа: 11000 2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01 3.Количество станков (берём из таблицы 1.3. строка 6): 19 4.Средний коэффициент ...
... . Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка (ЭМО), основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
0 комментариев