Анализ конструктивных особенностей детали
Анализ технологичности и конструкции детали [1]
Определение типа производства
Расчет такта выпуска или величины партии деталей
Заготовка из проката круглого сечения
Разработка технологического процесса механической обработки детали
Существующий (заводской) технологический процесс
Анализ существующего технологического процесса
Требуемые технологические переходы определяем путем расчета коэффициентов уточнения
Пространственные отклонения
Погрешности установки на выполняемом переходе
Максимальные промежуточные припуски
Номинальные межпереходные припуски
Конструирование заготовки [4]
Расчет технических норм времени [5]
Расчет погрешности базирования
Прочностной расчет ответственных деталей приспособления
Выбор и проектирование вспомогательного инструмента
Выбор и проектирование измерительного средства
Расчёт стоимости оборудования
Разработка плана расположения оборудования на участке
Экономическая часть
Пар = 520 кг в квартал;
Навигация
Экономическая часть
Проект участка механической обработки детали "Стакан"
81153
знака
219
таблиц
8
изображений
6. Экономическая часть
6.1 Расчет технико-экономических показателей и плановой себестоимости механической обработки детали
Расчет планового баланса рабочего времени ведется в табличной форме. Плановый баланс рабочего времени составляется для периодического производства при пятидневной рабочей неделе продолжительностью смены восемь часов. Плановый баланс рабочего времени одного рабочего показан в таблице 16.
| Показатели | Периодическое произ-во при 5-ой и 40-часовой рабочей недели |
| 1. Календарные дни 2. Нерабочие дни: 2.1. Выходные дни 2.2. Праздничные дни 3. Максимально возможный фонд рабочего времени, дни:3.1. Обычные дни 3.2. Предпраздничные дни 4. Максимально возможный фонд рабочего времени, часы 5. Планируемые невыходы на работу, дни 5.1. Отпуска очередные и дополнительные 5.2. Выполнение госуд-х и общественных обязанностей 5.3. Болезни 5.4. С разрешения администрации 6. Средняя продолжительность рабочего дня 7. Планируемый эффективный фонд рабочего времени, дни 8. Эффективный фонд рабочего времени, часы 9. Коэффициент использования рабочего времени | 365 116 100 16 249 244 5 1987 32 28 1 2 1 7,98 217 1731 0,87 |
Таблица 16 – Плановый баланс рабочего времени одного рабочего
Вывод: За год производственные рабочие должны отработать 1731 час и 217 дней.
Расчет стоимости площадей по видам приведен в таблице 17.
Таблица 17 – Расчет стоимости площадей
| Вид площади | Размер, кв. м. | Стоимость 1 кв. м. | Общ. стоимость, руб. |
| основная | 190,12 | 29000 | 5513480 |
| вспомогательная | 38 | 27000 | 1026000 |
| Итого | 228,12 | 6539480 |
Находим потребное количество:
|
| (102) |
где Н.р. – норма расхода требующегося инструмента;
ВПшт. – валовая продукция, шт.
Рассчитываем стоимость:
|
| (103) |
где С – цена 1 шт. инструмента, руб.
Таблица 18 – Расчет потребности в инструменте
| Инструмент | Норма расхода | Цена 1 шт., руб. | Потребное количество, шт. | Суммарная стоимость, руб. |
| Резцы | на 2600 деталей 1 шт. | 146 | 5 | 730 |
| Сверла | на 3200 деталей 1 шт. | 120 | 4 | 480 |
| Фрезы | на 1600 деталей 1 шт. | 569 | 7 | 3983 |
| Щипцы | на 1 печь 1 шт. | 300 | 5 | 1500 |
| Электроды | 16 пачек на 1 станок | 250 | 6 | 1500 |
| Держатель | на 1 станок 1 шт. | 500 | 3 | 1500 |
| Щлиф. круг | на 1500 дет. 1 шт. | 475 | 3 | 1425 |
| Итого | 33 | 11118 |
Амортизация – постепенное перенесение стоимости основных средств в виде амортизационных отчислений на производимую продукцию с целью накопления денежных средств для полного их восстановления.
Начисление амортизации на предприятии производится линейным методом.
Для расчёта годовых амортизационных отчислений, первоначально необходимо определить норму амортизации:
|
| (104) |
где Т – срок службы оборудования
Таблица 19 – Расчёт нормы амортизации
| Группы оборудования | Срок службы | Норма амортизации, % |
| Токарно-винторезный | 15 | 6,67 |
| Вертикально – сверлильный | 10 | 10 |
| Круглошлифовальный | 15 | 6,67 |
| Внутришлифовальный | 15 | 6,67 |
Расчет годовых амортизационных отчислений по оборудованию будем вести по формуле:
|
| (105) |
где На – рассчитанная нами норма амортизации;
Цс – стоимость группы оборудования;
Кс – количество станков в группе.
Таблица 20 – Расчёт годовых амортизационных отчислений по оборудованию
| Наименование | Стоимость единицы оборудования, руб. | Амортизируемое кол-во оборудования | Ст-ть оборудования по группам, руб. | Нормы амортизации, % | Сумма отчислений |
| Токарно-винторезный | 2000000 | 1 | 2300000 | 6,67 | 133400 |
| Вертикально – сверлильный | 1700000 | 1 | 1955000 | 10 | 170000 |
| Круглошлифовальный | 1500000 | 1 | 1755000 | 6,67 | 100050 |
| Внутришлифовальный | 200000 | 1 | 230000 | 6,67 | 13340 |
| Итого | 7 | 6280000 | 416790 |
Таблица 21 – Расчет суммы амортизационных отчислений
| Наименование группы | Стоимость, руб. | Нормы амортизации, % | Сумма отчислений |
| Оборудование | 6280000 | 416790 | |
| Инструменты и приспособления | 17762 | 100 | 17162 |
| Итого: | 433952 |
Вывод: В данном пункте был произведен расчет основных и вспомогательных рабочих участка по производству детали «Стакан».
Планирование численности и фонда заработной платы основных рабочих
Плановая трудоемкость определяется по формуле:
|
| (106) |
 ,
,где К![]() – коэффициент выполнения норм;
– коэффициент выполнения норм;
К![]() - коэффициент многостаночного обслуживания, Кмо=1
- коэффициент многостаночного обслуживания, Кмо=1
Плановая численность основных рабочих определяется как отношение плановой трудоемкости и фонда рабочего времени ОПР:
|
| (107) |
 ,
,Таблица 22 – Расчет численности основных рабочих
| Профессия | Разряд | ТЕн, н.ч | План. численность | |
| расчет. | принят | |||
| Отрезчик | 3 | 13,9 | 0,13 | 1 |
| Токарь | 2 | 10,225 | 0,178 | 1 |
| Токарь | 3 | 9,15 | 0,123 | 1 |
| Токарь | 2 | 5,47 | 0,62 | 1 |
| Токарь | 3 | 4,077 | 0,176 | 1 |
| Сверлильщик | 4 | 0,342 | 0,95 | 1 |
| Шлифовщик | 4 | 21,1 | 0,5 | 1 |
| Итого: | - | 6,45 | 7 | |
Тарифный ФЗП основных рабочих – это произведение плановой трудоемкости на часовую тарифную ставку:
|
| (108) |
где ЧТС – часовая тарифная ставка
Основной фонд заработной платы определяется увеличением тарифного фонда заработной платы на величину выплат районного коэффициента, доплат и премий.
|
| (109) |
где Кр – районный коэффициент, для уральского региона – 1,15;
Премии – в размере 20% за выполнение норм выработки, 20% за выполнение плана по сдаче продукции.
Дополнительный фонд заработной платы зависит от целодневных и внутрисменных потерь. Коэффициент дополнительной заработной платы определяется как отношение планируемой суммы целодневных невыходов к планируемому номинальному фонду времени и как отношение планируемой суммы внутрисменных потерь к продолжительности смены:
|
| (110) |
|
|
Полный ФЗП определяется как сумма основного и дополнительного фондов заработной платы:
|
| (111) |
Единый социальный налог составляет 26% от полного ФЗП.
Таблица 23 – Расчет ФЗП основных рабочих
| Профессия | Раз-ряд | ТЕпл, н-ч | ЧТС, руб. | чис-ть | ФЗП тариф., руб. | ФЗП осн., руб. | доп. з/п, руб. | ФЗП полн., руб. | ЕСН, руб. |
| Отрезчик | 2 | 13 | 20,5 | 1 | 266,5 | 367,7 | 294,21 | 661,98 | 172,11 |
| Токарь | 3 | 178 | 23,25 | 1 | 4138,5 | 5711,13 | 4568,9 | 10280,03 | 2672,8 |
| Токарь | 4 | 123 | 22,4 | 1 | 2755,5 | 3802,17 | 3041,74 | 6849,91 | 1778,42 |
| Токарь | 3 | 62 | 20,5 | 1 | 1230 | 1697,4 | 1357,9 | 3055,3 | 794,38 |
| Токарь | 5 | 427 | 26,4 | 1 | 11272,8 | 15556,46 | 12445,17 | 28001,03 | 7280,38 |
| Сверлильщик | 6 | 176 | 23,75 | 1 | 4180 | 5768,4 | 7614,7 | 10383,1 | 2699,6 |
| Шлифовщик | 4 | 95 | 23,4 | 1 | 2223 | 3062,74 | 2450,19 | 5512,93 | 1433,36 |
| Итого | - | 1074 | 160,2 | 7 | 23310,8 | 35965 | 31772,8 | 54361,18 | 16831,1 |
Заработную плату производственных рабочих относят на себестоимость изделия прямым способом на основе установленных расценок. Дополнительную заработную плату производственных рабочих относят на себестоимость отдельных изделий пропорционально основной заработной плате в размерах, установленных при расчете фондов заработной платы.
Расценка рассчитывается по формуле:
|
| (112) |
 ,
,где Тi – трудоёмкость обработки i-той детали, мин;
ЧТС ср – средняя часовая тарифная ставка, руб./час;
Квн – коэффициент выполнения норм рабочим.
Основная заработная плата будет рассчитываться по формуле:
|
| (113) |
Дополнительная заработная плата будет определяться:
|
| (114) |
Единый социальный налог равен 26%:
|
| (115) |
Таблица 24 – Расчёт расценок на единицу изделия
| Показатели | Стакан |
| Трудоемкость нормативная, н-ч. | 1074 |
| Квн | 1,2 |
| ЧТСср | 22,89 |
| Расценка, руб. | 2,93 |
| ФЗП осн., руб. | 29300 |
| ФЗП доп., руб. | 2344 |
| ЕСН, руб. | 125 |
Предприятия потребляют большое количество материалов, топлива, энергии, которые имеют в итоге большой удельный вес в себестоимости продукции. Используемые материалы подразделяются на основные и вспомогательные. К основным материалам относятся те, из которых непосредственно изготавливается продукция. Стоимость основных материалов относится к прямым затратам на производство и отражается в соответствующих статьях плановых калькуляций.
Расчет потребности в основных материалах представлен в таблице 25 Материал, масса изделия и масса заготовки взяты из маршрутных карт. Стоимость материалов и стоимость отходов берется по данным базового года. Стоимость материалов на единицу изделия рассчитывается как разница между произведениями массы заготовки на стоимость материала и массы отходов на стоимость отходов данного материала. Масса отходов от единицы изделия – это разница между массой заготовки и массой изделия. Стоимость материала на программу определяется умножением стоимости материала на единицу изделия на программу запуска соответствующего изделия. Коэффициент использования материала (КИМ) определяется отношением массы изделия к массе заготовки:
|
| (116) |
где mзаг, mдет – масса заготовки и детали соответственно, кг;
Цм – цена за 1 кг материала, руб.
Цс – стоимость 1 кг возвратных отходов (стружки), руб.
Коэффициент использования материала:
|
| (117) |
Таблица 25 – Расчет потребности в основных материалах
| Деталь | Материал | Масса загот., кг | Масса изд., кг | Цена материала, руб./кг | Цена стружки, руб./кг | Ст-ть мат. на 1 изд., руб. | Ст-ть мат. на прогр., руб. | Ким | |
| Стакан | Сталь 40Х | 0,17 | 0,13 | 600 | 60 | 102 | 102000 | 0,15 |
Зная нормы расхода материалов, представим формулу расчета:
|
| (118) |
где Fоб – годовой фонд времени работы оборудования, час.;
С прин – принятое количество станков.
Таблица 26 – Расчет потребности во вспомогательных материалах| Материал | Норма расхода | Стоимость материала, руб./кг. | Количество станков | Потреб-ность, кг | Общая стоимость материала, руб. |
| Масло ВМ-3 | 80 кг на 1 ст. | 85 | 7 | 560 | 47600 |
| Обтирочные материалы | 57 (ток.), 43 (свер.) 84 (шлиф.) | 12 | 3 (Токар.) 1 (Свер.) 2 (Шлиф) | 129 57 168 | 1548 684 2016 |
| Солидол | 10,9 кг в год на 1 ст. | 8 | 7 | 76,3 | 610,4 |
| Смазочно-охлаждающая жидкость | 93 кг в год на 1 ст | 65 | 5 | 465 | 30225 |
| Итого | 82683,4 |
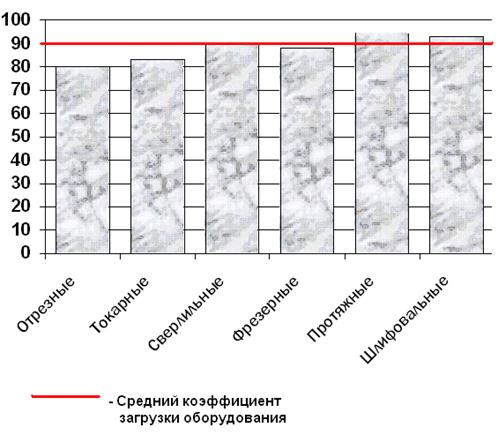
Энергия, потребляемая каждым видом оборудования, рассчитывается по формуле:
|
| (119) |
 ,
,где Fд – действительный фонд работы станка, Fд =3648 ч.;
Кв – средний коэффициент загрузки двигателя по времени;
Км – средний коэффициент загрузки двигателя по мощности;
Код – средний коэффициент одновременности работы всех электродвигателей;
Сi – количество станков;
Кп – коэффициент, учитывающий потери электроэнергии в сети заводов, Кn = 1,05;
КПД – коэффициент полезного действия оборудования, КПД = 0,6;
Pi – установленная мощность электродвигателя i – го вида оборудования, кВт;
Затраты на силовую энергию рассчитываются по формуле:
|
| (120) |
где Ц сэ – цена 1 кВт/ч энергии, руб. /кВт*ч
Таблица 27 – Затраты на силовую энергию
| Тип оборудования | Кол-во | Мощность, кВт | Коэфф. загрузки двигателя по мощности | Коэфф. загрузки двигателя по времени | Расход электро-энергии в год, кВт | Ст-сть 1 кВт силовой энергии, руб. | Общая потреб-ть, руб. |
| Токарно-винторезный | 1 | - | 10 | 0,05 | 3192 | 1,58 | 5043,36 |
| Вертикально – сверлильный | 1 | - | 12 | 0,54 | 41368 | 65361,94 | |
| Круглошлифовальный | 1 | - | 9 | 0,058 | 3332,45 | 5265,27 | |
| Внутришлифовальный | 1 | - | 4,5 | 0,087 | 2499,33 | 3948,95 | |
| ИТОГО | 4 | - | 50391,78 | 79619 |
Суммарная стоимость использования сжатого воздуха, пара и воды рассчитывается по формуле:
|
| (121) |
где Н.р – норма расхода указанного вида энергии;
Об. – объем использования.
Зная норму расхода воды на производственные и бытовые нужды, пара и сжатого воздуха, найдем их потребность и стоимость:
1 Сжатый воздух = 15 м3/час на ед. оборудования;
Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
... 100% = 98,15% 6717,5 1 – материалы с учётом транспортных затрат 2 – ФЗП осн. производственных рабочих 3 – ФЗП доп. производственных рабочих 4 – ОСН 5 – ОЦР 2.6 Технико–экономические показатели для обработки детали 1.Годовая программа: 11000 2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01 3.Количество станков (берём из таблицы 1.3. строка 6): 19 4.Средний коэффициент ...
... . Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка (ЭМО), основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...
0 комментариев