Технологичность установки
Штамповка на ГКМ
Экономическое обоснование выбора метода получения заготовки
Технологический маршрут и план изготовления детали
Обоснование простановки операционных размеров
Размерный анализ в радиальном направлении
Проверка условий точности изготовления детали
Расчёт операционных размеров
Проектирование технологических операций
Расчет технических норм времени
Линейная оптимизация режимов резания на токарной операции
Расчет целевой функции
Расчет абсцисс кривой намагниченной системы
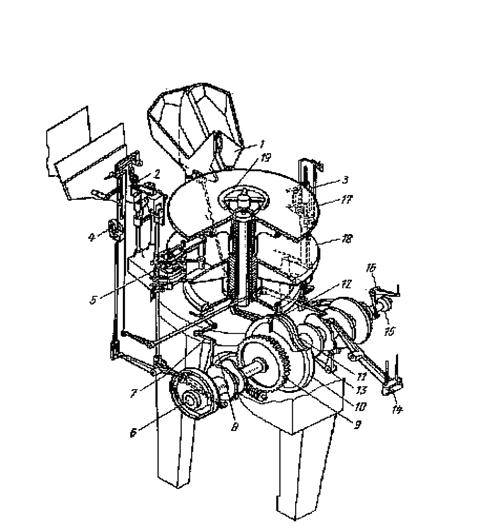
Описание конструкции и принципа работы приспособления
Патентные исследования повышения стойкости шлифовального круга
Описание усовершенствованного объекта
Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
Навигация
Расчет абсцисс кривой намагниченной системы
Технологический процесс изготовления вала насоса
133934
знака
21
таблица
10
изображений
8.2.3 Расчет абсцисс кривой намагниченной системы
Поток утечки, не попадающей в сталь полюсников Фу2, в Мкс:
Фу2 = 0,1Фмi (8.7)
Фу2 = 0,1×3000 = 300 Гс;
- магнитный поток, проходящий по стали полюсников на участке aм:
Фст1 = Фмi - Фу2 (8.8)
Ф ст1=3000-300 = 2700 Гс;
- сопротивление стали полюсников на участке aм в 1/см:
![]() (8.9)
(8.9)
![]()
- поток утечки на участке адаптерной плиты Фу1, в Мкс:
Фу1 = 0,1Фст (8.10)
Фу1 =0,1×2700 = 270 Гс;
- магнитный поток, проходящий по стали полюсников адаптерной плиты, Фст2, в Мкс:
Фст2 = 0,9Фст1 (8.11)
Фст2 = 0,9×2700 = 2430 Гс;
- магнитное сопротивление Ry1 пути потока утечки Фу1 в 1/см:
![]() (8.12)
(8.12)
![]()
- магнитное сопротивление стали полюсников адаптерной плиты Ra в 1/см:
![]() (8.13)
(8.13)
где mст – магнитная проницаемость стали полюсников адаптерной плиты, определяется по кривым намагничивания B = f(Н), при этом
![]()
mст = 3000
![]()
- магнитное сопротивление рабочего зазора Rd в 1/см
![]() (8.14)
(8.14)
![]()
- магнитная проницаемость стали детали mд – определяется по кривой намагничивания детали, при этом
![]()
mд = 3000
- магнитное сопротивление стали детали в 1/см:
 (8.15)
(8.15)
- эквивалентное сопротивление разветвленного участка цепи в зоне адаптерной плиты (между точками 1-2) Rэ в 1/см:
![]() (8.16)
(8.16)
![]()
- эквивалентная проводимость разветвленного участка цепи в зоне адаптерной плиты (между точками 1-2):
![]() (8.17)
(8.17)
![]()
- магнитное сопротивление пути прохождения потока Rэо по системе (между точками 1-2), исключая путь с Gy2, в 1/см:
![]() (8.18)
(8.18)
![]()
- эквивалентная проводимость пути прохождения магнитного потока 9между точками 1-2) Gэо в см:
![]() (8.19)
(8.19)
![]()
- полная проводимость магнитной системы:
![]() (8.20)
(8.20)
![]()
- абсцисса рассчитываемой точки кривой намагничивания Hмiв Э:
![]() (8.21)
(8.21)
![]() Э.
Э.
8.2.4 Расчет усилия притяжения детали
Полная проводимость элементарной магнитной системы в см:
![]() (8.22)
(8.22)
![]()
- эквивалентная проводимость пути прохождения магнитного потока (между точками 1-2) Gэо в см:
![]() (8.23)
(8.23)
![]() ;
;
- магнитный поток, проходящий по стали полюсников на участке ам в Мкс:
![]() (8.24)
(8.24)
![]()
- сопротивление стали полюсников на участке aм в 1/см:
![]()
- эквивалентное сопротивление разветвленного участка цепи в зоне адаптерной плиты Rэ в 1/см:
![]() (8.25)
(8.25)
![]() ;
;
- эквивалентная проводимость разветвленного участка цепи в зоне адаптерной плиты Gэ в см:
![]() (8.26)
(8.26)
![]()
- поток утечки в зоне адаптерной плиты Фу1, в Мкс:
![]() (8.27)
(8.27)
![]()
- полезный магнитный поток, проходящий по стали полюсников адаптерной плиты Фу1, в Мкс:
![]() (8.28)
(8.28)
![]() Мкс;
Мкс;
- магнитная индукция в рабочем зазоре Bd в Гс:
![]() (8.29)
(8.29)
![]()
- удельная сила притяжения на полюсе:
![]() (8.30)
(8.30)
![]()
- полная сила притяжения детали Q в кгс:
![]() (8.31)
(8.31)
где![]()
- удельная сила притяжения детали pуд, отнесенная к площади опорной поверхности детали в кгс/см2:
![]() (8.32)
(8.32)
![]()
Похожие работы





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
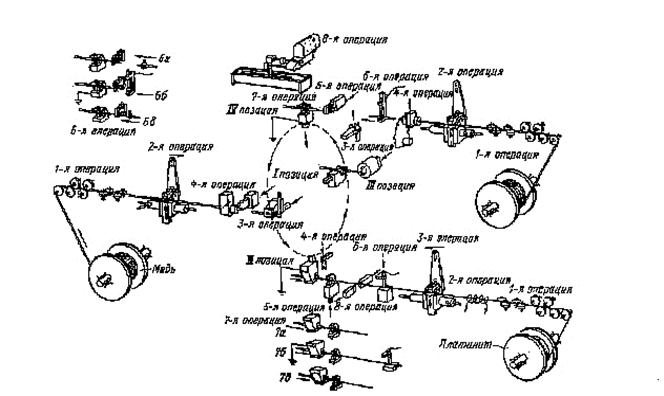
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев