Технологичность установки
Штамповка на ГКМ
Экономическое обоснование выбора метода получения заготовки
Технологический маршрут и план изготовления детали
Обоснование простановки операционных размеров
Размерный анализ в радиальном направлении
Проверка условий точности изготовления детали
Расчёт операционных размеров
Проектирование технологических операций
Расчет технических норм времени
Линейная оптимизация режимов резания на токарной операции
Расчет целевой функции
Расчет абсцисс кривой намагниченной системы
Описание конструкции и принципа работы приспособления
Патентные исследования повышения стойкости шлифовального круга
Описание усовершенствованного объекта
Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
Навигация
Описание конструкции и принципа работы приспособления
Технологический процесс изготовления вала насоса
133934
знака
21
таблица
10
изображений
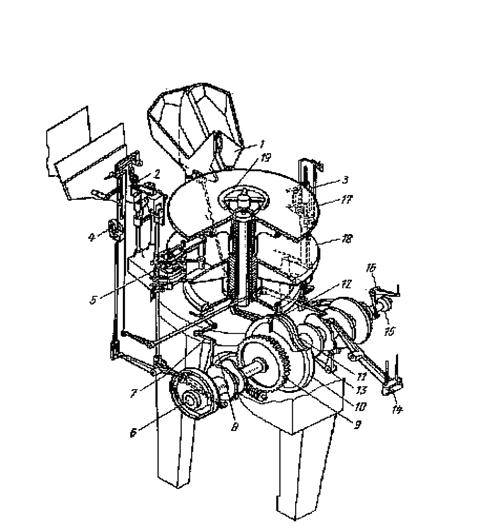
8.3 Описание конструкции и принципа работы приспособления
Магнитная плита с продольным расположением постоянных магнитов предназначена для закрепления вала при обработке на плоскошлифовальном станке. Плита состоит из корпуса 1, в котором при помощи винта 5 перемещается магнитный блок. Корпус плиты закрыт верхней адаптерной крышкой 2. На боковой стене корпуса имеются два винта 16 для регулировки по ширине. Магнитный блок состоит из магнитов 9, магнитопроводящих пластин 8, разделенных магнитоизолирующим материалом 7 и защитной плитой 6. Адаптерная крышка состоит из вставок 3, отделенных от нее диамагнитным материалом и двух упоров 11 и 12. Магнитная плита работает следующим образом. Деталь устанавливают на поверхность адаптерной крышки и при помощи рукоятки 13, закрепленной на винте 5 включают силовые магниты. Магнитные блоки перемещаются до соединения с магнитосодержащими вставками 3 адаптерной крышки, и магнитный поток выходит во внешнее пространство, замыкаясь через деталь на внешнюю крышку.
9. Расчет и проектирование режущего инструмента
9.1 Обоснование необходимости проектирования
На операциях для обработки отверстий с цековками применяются последовательно сверло и зенковка. Недостатком такого метода является низкая производительность вследствие необходимости смены инструментов.
Поэтому, основная задача проектирования – создание конструкции комбинированного инструмента для обработки отверстия с цековкой с целью устранения указанного выше недостатка. Проектирование будем вести, руководствуясь [Фельдштейн, Алексеев].
9.2 Проектирование и расчет комбинированного сверла
В качестве объекта проектирования примем сверло для обработки отверстия, используемое при обработке отверстия заготовки вала на 025 токарной операции.
Инструментальные материалы.
Так как диаметр обрабатываемого отверстия больше 8 мм проектируемое сверло будет изготавливаться из 2 частей: рабочей и присоединительной. Соединение будет обеспечиваться сваркой. Материал рабочей части – быстрорежущая сталь Р6М5, присоединительной (хвостовика) – сталь 40Х.
2. Геометрические параметры комбинированного сверла.
1) Диаметр рабочей части сверла: так как цель проектирования – разработать инструмент, обрабатывающий сразу отверстие под резьбу М12 и цековку Ç12/Ç18, рабочая часть представляет собой спиральное сверло, переходящее в зенковку. Диаметр спирального сверла: Ç11,2-0,043; диаметр зенковки: Ç11,8-0,043/Ç17,8-0,043.
2) Угол при вершине: 2f = 118Å, т.к. обрабатываемый материал относится к конструкционным сталям.
3) Угол наклона винтовой канавки:
![]() , (10.1)
, (10.1)
где wт – табличное значение угла наклона, винтовой канавки [Фельдштейн];
wт = 30Å;
d – диаметр сверла, мм; d = 11,2 мм.
![]()
4) Задний угол:
![]() , (10.2)
, (10.2)
где aт – табличное значение угла наклона, винтовой канавки [Фельдштейн];
aт = 12Å.
![]() .
.
5) Угол наклона режущей кромки зенковки: 60Å.
3. Конструктивные элементы рабочей части.
1) Ленточка сверла: ширина ленточки сверла f = 0,7 мм [Алексеев].
2) Центральный угол канавки: v = 90Å[Фельдштейн].
3) Ширина пера:
![]() , (10.3)
, (10.3)
![]()
4) Толщина сердцевины сверла: k =1,8 мм [Фельдштейн].
4. Параметры присоединительной части (хвостовика).
1) Диаметр хвостовика равен диаметру конечной ступени сверла: dхв = dкон = 17,8 мм.
2) Допуск хвостовика равен допуску конечной ступени сверла: ddхв = ddкон = 0,043 мм.
3) Длина хвостовика:
![]() , (10.4)
, (10.4)
![]()
4) Конус Морзе хвостовика:
![]() , (10.4)
, (10.4)
где Мкр – крутящий момент, Н×мм;
Pp – сила, действующая вдоль сверла, Н.
![]() , (10.5)
, (10.5)
где См – коэффициент, характеризующий обрабатываемый материал [кос2]; Cм = 345;
S – подача, мм/об; S = 0,17 мм/об;
![]()
![]() , (10.6)
, (10.6)
где Сp – коэффициент, характеризующий обрабатываемый материал [кос2]; Cp = 0,0345;
S – подача, мм/об; S = 0,17 мм/об;
![]() .
.
![]()
Общая длина сверла:
![]() , (10.6)
, (10.6)
где L0 – длина отверстия с учетом врезания и перебега, мм; L0 = 38+5 = 43 мм;
(0,3…1)d – запас для выхода стружки из отверстия, мм;
Lк – длина стружечной канавки неполной глубины, мм; Lк = 0,5d = 5,6 мм;
Lш – длина шейки, мм; Lш = 10 мм;
Lхв – длина хвостовика, мм; Lхв = 47 мм.
![]()
Проверка сверла на прочность.
![]() , (10.7)
, (10.7)
где m = k/d, m = 0,15;
n = B/d, n = 9,73/11,2 = 0,87;
tк = 1650 МПа – предел прочности материала сверла на кручение;
q –диаметр спинки; q = 10 мм.
![]()
![]() , (10.8)
, (10.8)
где K = 0,22…0,25;
F – площадь поперечного сечения рабочей части сверла;
F = 0,314d2 = 0,314×11,2 = 3,52 мм2;
sт – предел текучести при сжатии материала сверла; sт = 3 ГПа;
![]()
![]() , (10.9)
, (10.9)
где h - коэффициент, учитывающий завитость сверла; h = 1,67;
E – модуль упругости материала сверла; E = 225 ГПа;
Imin – моментальный момент инерции сверла; Imin = 0,0054d4 = 0,0054×11,2 = 0,06;
l – вылет сверла из шпинделя, мм; l = L - Lхв = 114,8 – 47 = 67,8 мм.

Вывод: спроектированное сверло имеет достаточный запас прочности.
Выполняем чертеж резца с указанием всех предельных отклонений и технических требований.
Похожие работы





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
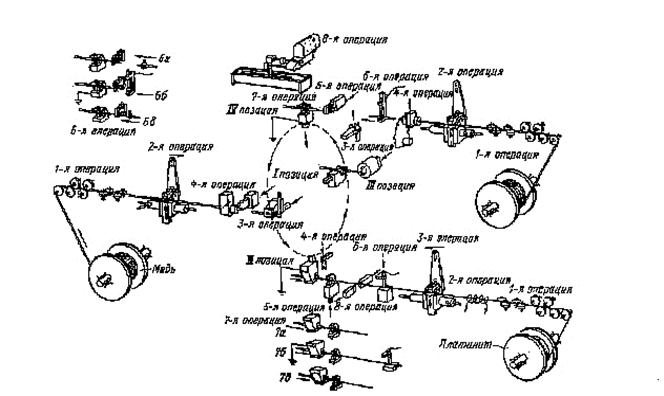
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев