Технологичность установки
Штамповка на ГКМ
Экономическое обоснование выбора метода получения заготовки
Технологический маршрут и план изготовления детали
Обоснование простановки операционных размеров
Размерный анализ в радиальном направлении
Проверка условий точности изготовления детали
Расчёт операционных размеров
Проектирование технологических операций
Расчет технических норм времени
Линейная оптимизация режимов резания на токарной операции
Расчет целевой функции
Расчет абсцисс кривой намагниченной системы
Описание конструкции и принципа работы приспособления
Патентные исследования повышения стойкости шлифовального круга
Описание усовершенствованного объекта
Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
Навигация
Расчет целевой функции
Технологический процесс изготовления вала насоса
133934
знака
21
таблица
10
изображений
7.2.6 Расчет целевой функции
![]() (7.6)
(7.6)
![]()
![]()
![]()
7.3 Решение графическим методом
Система ограничений:
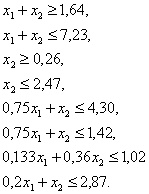 (7.7)
(7.7)
На графике (см. лист графической части № 05.М15.269.69.000) построим систему ограничений и целевую функцию.
Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат – точки B и C.
Определим их координаты:
т. B: ![]()
![]()
т. С:![]()
![]()
Найдем значение целевой функции в этих точках:
![]()
![]()
ZB®max Þ т. B – оптимальная.
Рассчитаем скорость резания и подачу, используя полученные данные:
![]()
Отсюда: ![]()
![]()
![]()
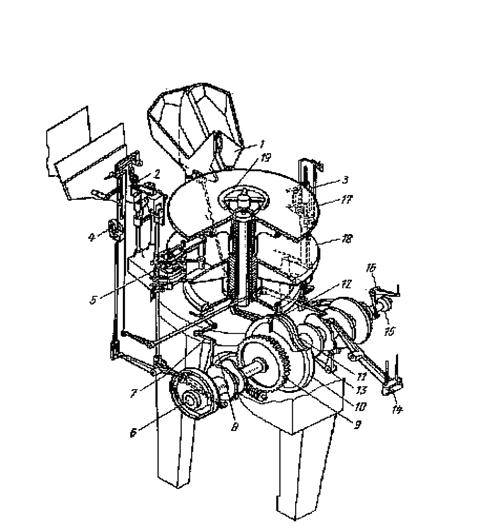
8. Расчет и проектирование станочного приспособления
Произведем описание конструкции и расчет магнитной плиты с постоянными магнитами для обработки детали на плоскошлифовальной операции.
8.1 Сбор исходных данных
Вид и материал заготовки – поковка, сталь 30ХМ ГОСТ 4543-71, твердость НRС 22…29.
Материал и геометрия инструмента – Электрокорунд белый, круг шлифовальный с односторонней выточкой 250х20х50 25А 20 С1 6 К5 35м/с 1 кл А ГОСТ 2424-75 .
Режимы резания (см. п. 6): глубина t=0,001 мм, подача S= 0,001 мм/об, скорость круга V = 30 м/с.
Тип приспособления - одноместное универсальное сборочное (УСП).
Металлообрабатывающий станок – плоскошлифовальный станок 3П732 (габариты стола 1250х320).
8.2 Расчет плиты с постоянными оксидно-бариевыми магнитами
Расчет будем вести по методике изложенной в [О.Я. Константинов Магнитная технологическая оснастка Ленинград, Машиностроение, 1974, 384 с.].
8.2.1 Назначим в качестве исходных данных основные параметры плиты
- ширина магнита bм = 19 см;
- длина магнита lм = 2 см;
- высота магнита aм = 5 см;
- толщина полюсников силового блока (стали) aст = 0,7 см;
- высота адаптерной плиты aa = 1 см;
- ширина полюса aп = 0,7 см;
- длина полюса bп = bм = 19 см;
- поперечное сечение детали в см2:
![]() (8.1)
(8.1)
где h – толщина детали, см, h = 20,45 см;
![]()
- рабочий зазор dр = 0,02 мм = 0,002 см;
- площадь поперечного сечения рабочего зазора:
![]() (8.2)
(8.2)
![]()
- магнитная индукция в нейтральном сечении магнита:
Bмi = 3000 Гс;
- площадь поперечного сечения магнита Sм, проходящего через lм/2:
![]() (8.3)
(8.3)
![]()
- полный магнитный поток:
![]() (8.4)
(8.4)
![]()
8.2.2 Расчет проводимости утечки системы
Суммарная проводимость путей потока утечки, не попадающего в сталь:
![]() , (8.5)
, (8.5)
где ![]()

Суммарная проводимость путей потока утечки на участке адаптерной плиты:
![]() , (8.6)
, (8.6)
где ![]()
![]()
Похожие работы





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
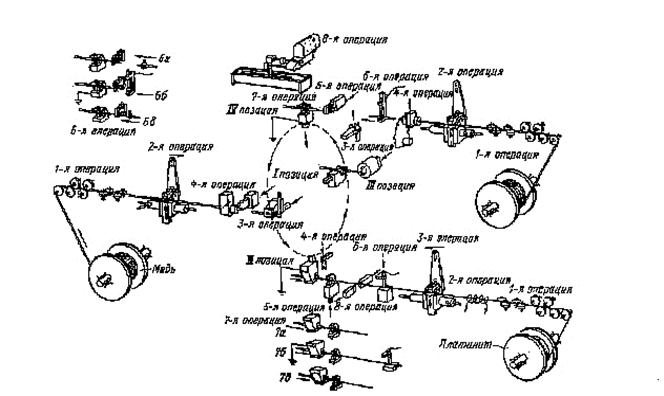
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев