Технологичность установки
Штамповка на ГКМ
Экономическое обоснование выбора метода получения заготовки
Технологический маршрут и план изготовления детали
Обоснование простановки операционных размеров
Размерный анализ в радиальном направлении
Проверка условий точности изготовления детали
Расчёт операционных размеров
Проектирование технологических операций
Расчет технических норм времени
Линейная оптимизация режимов резания на токарной операции
Расчет целевой функции
Расчет абсцисс кривой намагниченной системы
Описание конструкции и принципа работы приспособления
Патентные исследования повышения стойкости шлифовального круга
Описание усовершенствованного объекта
Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
Навигация
Размерный анализ в радиальном направлении
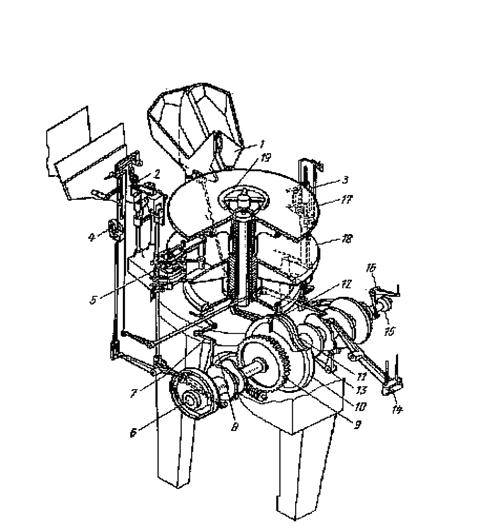
Технологический процесс изготовления вала насоса
133934
знака
21
таблица
10
изображений
5. Размерный анализ в радиальном направлении
Для выполнения размерного анализа будем использовать упрощенный вид детали без фасок, канавок для выхода инструмента, т.е. без тех поверхностей, которые не влияют на эксплуатационные качества детали. Также исключим из рассмотрения отверстия для крепления вала к фланцу, так как заданные чертежом детали технические требования дают основание предположить, что они будут обеспечены без особого труда.
5.1 Размерные цепи и их уравнения
Уравнения операционной размерной цепи (ОРЦ) составляем из размерной схемы в радиальном направлении, основанной на плане изготовления детали. Размерная схема представляет собой графическую информацию об операционных размерах, припусках, размерах детали и заготовки. Уравнения ОРЦ записываются относительно замыкающего звена, которым может быть либо припуск, либо чертежный размер (размер детали) полученный косвенно в результате выполнения операционных размеров. Более одного замыкающего звена в уравнении быть не должно. Уравнения ОРЦ составляются по замкнутому контуру с учетом знаков увеличивающих и уменьшающих звеньев.
Уравнение номиналов в общем виде:
[A] =  , (5.1.)
, (5.1.)
где [A] – номинальное значение замыкающего звена;
Ai- номинальные значения составляющих звеньев;
i – порядковый номер звена;
n – число составляющих звеньев;
xi – передаточные отношения, характеризующие расположение звеньев по величине и направлению.
Для линейных цепей с параллельными звеньями передаточные звенья равны: xi= 1 (увеличивающие звенья); xi= -1(уменьшающие звенья).
Знак составляющего звена определяем по правилу: составляющее звено является увеличивающим (xi= 1), если вектор движения по нему при обходе размерного контура противоположен вектору движения по замыкающему звену.
Число уравнений ОРЦ должно быть равно числу замыкающих звеньев. Уравнения ОРЦ в радиальном направлении имеют одну особенность: звенья-несоосности в уравнении номиналов должны иметь только положительные знаки (т. е. принимаем за худший тот случай, когда звенья-несоосности будут направлены в одну сторону с припуском).
Составим уравнения ОРЦ замыкающих звеньев в радиальном направлении. В данном случае замыкающими звеньями являются припуски и отклонения от соосности, полученные в результате выполнения операционных размеров.
Уравнение замыкающего звена:
[Е 11, 6] = Е 1140 4505 + Е 660 4505.
Уравнения замыкающих звеньев-припусков:
операция 010: [Z210-Б] = А00 + Е 200 600 + Е 610-Б 4505 + Е 210-Б 4505-А10-Б;
[Z410-Б] = Б00 + Е 400 600 + Е 610-Б 4505 + Е 410-Б 4505-Б10-Б;
[Z610-Б] = В00 -В10-Б;
операция 015: [Z215-Б] = А10-Б + Е 210-Б 4505+ Е 215-Б 4505–А15-Б;
[Z415-Б] = Б10-Б + Е 410-Б 4505+ Е 415-Б 4505–Б15-Б;
[Z615-Б] = В10-Б + Е 610-Б 4505+ Е 615-Б 4505–В15-Б;
[Z1115-А] = Е10-А + Е 1110-А 4505+ Е 1115-А 4505–Е15-А;
[Z1315-А] = Ж10-А + Е 1310-А 4505+ Е1315-А 4505–Ж15-А;
операция 020: [Z420-Б] = Б15-Б + Е 415-Б 4505+ Е 420-Б 4505–Б20-Б;
[Z620-Б] = В15-Б + Е 615-Б 4505+ Е 620-Б 4505–В20-Б;
[Z1120-А] = Е15-А + Е 1115-А 4505+ Е 1120-А 4505–Е20-А;
[Z1320-А] = Ж15-А + Е 1315-А 4505+ Е1320-А 4505–Ж20-А;
операция 055: [Z655] = В20-Б + Е 620-Б 4505+ Е 640 4505–В55;
[Z1355-А] = Ж20-Б + Е 1320-Б 4505+ Е 1340 4505–Ж55-Б;
операция 060: [Z660] = В55 + Е 655 4505+ Е 660 4505–В60-Б;
[Z1360-А] = Ж55-Б + Е 1355-Б 4505+ Е 1360 4505–Ж60-Б.
Похожие работы





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев