Технологичность установки
Штамповка на ГКМ
Экономическое обоснование выбора метода получения заготовки
Технологический маршрут и план изготовления детали
Обоснование простановки операционных размеров
Размерный анализ в радиальном направлении
Проверка условий точности изготовления детали
Расчёт операционных размеров
Проектирование технологических операций
Расчет технических норм времени
Линейная оптимизация режимов резания на токарной операции
Расчет целевой функции
Расчет абсцисс кривой намагниченной системы
Описание конструкции и принципа работы приспособления
Патентные исследования повышения стойкости шлифовального круга
Описание усовершенствованного объекта
Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
Навигация
Штамповка на ГКМ
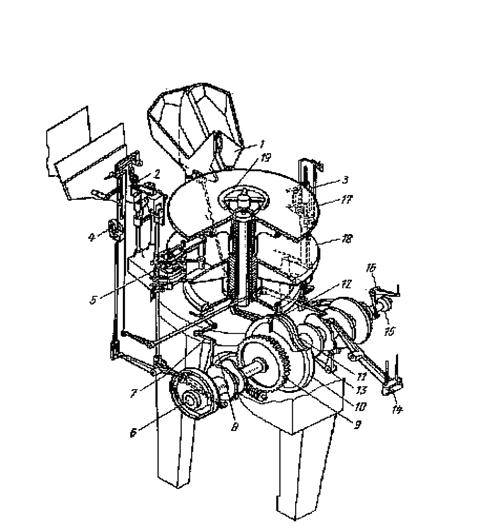
Технологический процесс изготовления вала насоса
133934
знака
21
таблица
10
изображений
2. Штамповка на ГКМ
Ведем расчет поковки по ГОСТ 7505-89.
Исходные данные для расчета.
Ориентировочная величина расчетной массы поковки, кг:
![]() (2.2.)
(2.2.)
где МД –масса детали, кг;
Кр – расчетный коэффициент, устанавливаемый в соответствии с приложением 3 (табл.20).
![]()
Класс точности – Т5 ( приложение 1).
Группа стали – М1 (табл.1).
Степень сложности – С3 (приложение 2).
Конфигурация поверхности разъема штампа – П (плоская) (табл.1)
Исходный индекс – 9 (табл.2).
По табл. 3 ГОСТ 7505-89 определяем припуски на механическую обработку, рассчитываем размеры поковки и их допустимые отклонения, учитывая дополнительные припуски, по табл. 8 ГОСТ 7505-89 назначаем допуски поковки. Все значения вносим в таблицу 2.1.
Таблица 2.1 Допуски и припуски на размеры поковки| Размер детали, мм | Поверхн-ти, на которые назначается припуск | Допуск на размер поковки, мм | Припуск, мм | Расчет размера поковки | Окончатль-ный размер (учитывая округления до 0,5 мм) |
| Æ87 | 2 | 1,4 | 1,4 | Æ87+2×(1,4+0,3+0,4) | Æ91 |
| Æ63 | 4 | 1,4 | 1,4 | Æ63+2×(1,4+0,3+0,4) | Æ67 |
| Æ45 | 11 | 1,4 | 1,5 | Æ45+2×(1,5+0,3+0,4) | Æ50 |
| 19,5 | 33 | 1,2 | 1,3 | 19,5+(1,3+0,3+0,4) | 21,5 |
| 21 | 5 | 1,2 | 1,4 | 21+(1,4+0,3+0,4) | 23 |
| Остальные требования по ГОСТ 7505-89 | |||||
Дополнительные припуски, учитывающие:
смещение по поверхности разъема штампа - 0,3 мм (табл.4);
изогнутость и отклонения от плоскости и от прямолинейности – 0,4 мм (табл.5);
Радиус закругления наружных углов – 4,0 мм (табл.7).
Штамповочный уклон - 7Å (табл.18).
Для проведения в дальнейшем технико-экономического обоснования выбора заготовки необходимо определить коэффициент использования материала для данного метода. Коэффициент использования материала определим по формуле 2.2.
Объем заготовки определяем как алгебраическую сумму объемов тел за вычетом полых цилиндрических составляющих и сегментов, входящих в конфигурацию заготовки:
![]()
Зная объем детали и плотность материала, определяем массу заготовки:
![]()
Подставив полученные значения масс детали и заготовки в формулу (2.2.), получим коэффициент использования материала для ковки на горизонтально-ковочных машинах: Ки2=2,56/4,86=0,53.
Для окончательного решения по выбору метода получения заготовки, следует провести сравнительный экономический анализ по технологической себестоимости.
Похожие работы





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
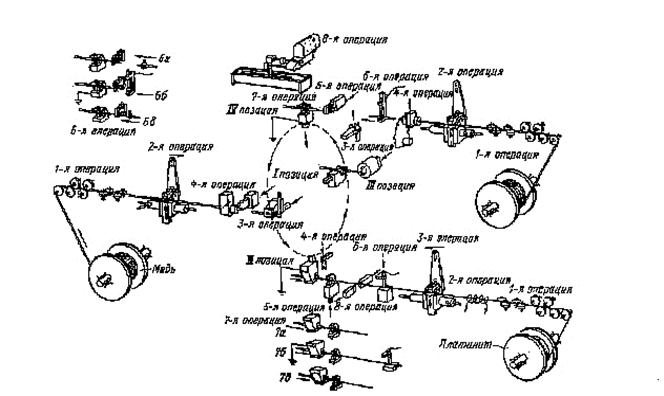
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев