Технологичность установки
Штамповка на ГКМ
Экономическое обоснование выбора метода получения заготовки
Технологический маршрут и план изготовления детали
Обоснование простановки операционных размеров
Размерный анализ в радиальном направлении
Проверка условий точности изготовления детали
Расчёт операционных размеров
Проектирование технологических операций
Расчет технических норм времени
Линейная оптимизация режимов резания на токарной операции
Расчет целевой функции
Расчет абсцисс кривой намагниченной системы
Описание конструкции и принципа работы приспособления
Патентные исследования повышения стойкости шлифовального круга
Описание усовершенствованного объекта
Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза
Навигация
Линейная оптимизация режимов резания на токарной операции
Технологический процесс изготовления вала насоса
133934
знака
21
таблица
10
изображений
7. Линейная оптимизация режимов резания на токарной операции
7.1 Исходные данные
Переход чистового точения цилиндрических пов. Æ46,8985-0,025 мм, Æ40,480-0,025 мм, Æ30,352-0,069 мм на токарно-винторезном станке с ЧПУ 16К20Ф3 Резом-вставкой для контурного точения с углом в плане 93º, ТУ-2-035-892-82, Т15К6 с углом в плане – ![]() = 930.
= 930.
1) обрабатываемый материал – сталь 30ХМ;
2) предел прочности материала инструмента![]() = 690 МПа;
= 690 МПа;
3) диаметр обрабатываемой поверхности – Æ46,8985-0,025 мм;
4) режущий инструмент – резец-вставка (ТУ-2-035-892-82); материал режущей части – Т15К6:
5) главный угол в плане – ![]() = 930;
= 930;
6) глубина резания – t = 0,13 мм;
7) оборудование – токарный - винторезный станок с ЧПУ 16К20Ф3:
7.1) мощность электродвигателя ![]() = 10 кВт;
= 10 кВт;
7.2) Подача минимальная продольная (минутная) ![]() = 3 мм/мин;
= 3 мм/мин;
Подача максимальная продольная (минутная) ![]() = 1200 мм/мин;
= 1200 мм/мин;
7.3) Частота вращения минимальная ![]() = 12,5 об/мин;
= 12,5 об/мин;
Частота вращения максимальная ![]() = 2000 об/мин.
= 2000 об/мин.
7.2 Расчет ограничений:
7.2.1 Ограничение по кинематике станка
а) Рассчитаем ограничения, устанавливающие связь между расчетной подачей и кинематическими, соответственно минимальными и максимальными, возможностями станка:![]()
![]() >
> ![]() , мм/об;
, мм/об; ![]() ;
; ![]() ;
;
![]()
![]() , мм/об;
, мм/об; ![]() ;
; ![]() ;
;
![]() ;
; ![]()
![]() ;
; ![]()
 .
.
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания и кинематическими, соответственно минимальными и максимальными, возможностями станка:![]()
![]() ,
, ![]() ,
, ![]() ,
,
![]()
![]()
![]()
 .
.
7.2.2 Ограничение по мощности привода главного движения:
![]() (7.1)
(7.1)
![]() (7.2)
(7.2)
![]()
![]()

![]()

7.2.3 Ограничение по температуре в зоне резания:
 (7.3)
(7.3)


7.2.4 Ограничение по прочности инструмента:
![]() , (7.4)
, (7.4)
где ![]() – напряжения, возникающие в процессе обработки;
– напряжения, возникающие в процессе обработки;
![]() – предел прочности материала инструмента
– предел прочности материала инструмента ![]()
![]() (7.5)
(7.5)
![]()
![]()
7.2.5 Ограничение по стойкости инструмента:
 ,
,
где Сv=420, табл.17, стр.269[кос];
x=0.15, табл.17, стр.269[12];
y=0.2, табл.17, стр.269[12];
m=0.2, табл.17, стр.269[12];
KV=1,3.
Похожие работы





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
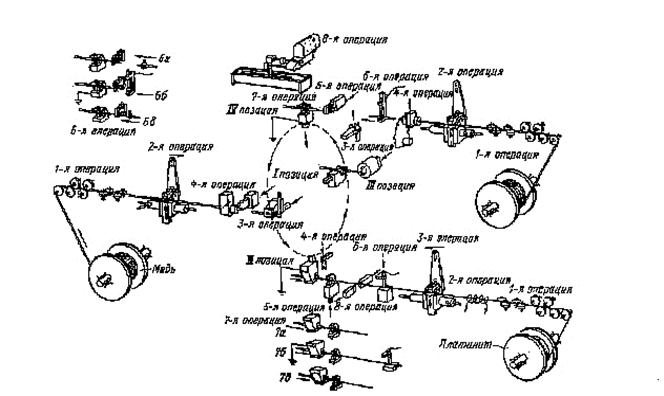
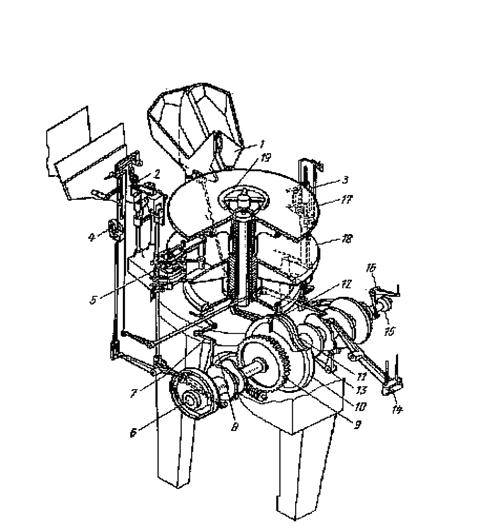
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
0 комментариев