Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Сущность И технологии традиционных способов контактной точечной сварки
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
1. Сущность И технологии традиционных способов контактной точечной сварки
Технологии электрической контактной точечной сварки за более чем вековой период своего развития (привилегия (патент) из Департамента торговли и мануфактур России на изобретение точечной сварки выдана русскому инженеру Н. Н. Бенардосу в 1887 г.) достигли весьма высокого уровня совершенства и отличаются большим разнообразием способов их практического осуществления. Для создания наиболее оптимальных условий формирования точечных соединений при сварке конкретных деталей из различных материалов, отличающихся теплофизическими свойствами, применяют разные виды тока (переменный, постоянный, низкочастотный и др.) и разные циклы параметров режимов сварки, отличающиеся параметрами усилия сжатия электродов и сварочного тока в разные периоды процесса сварки. Ниже рассмотрены сущность и наиболее распространенные технологии двусторонней точечной сварки, общая схема формирования точечных сварных соединений и основные термодеформационные процессы, которые протекают в зоне сварки и наиболее значимо влияют на конечное качество получаемых сварных соединений.
1.1. Двусторонняя точечная сварка, ее разновидности и основные параметры точечных сварных соединений
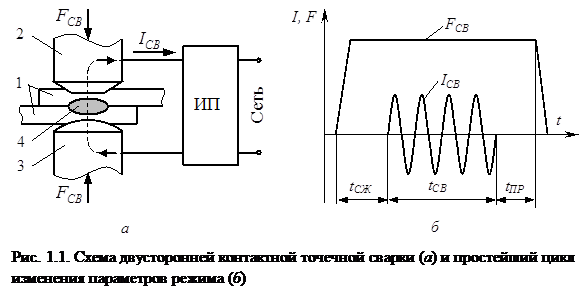 |
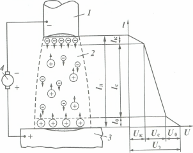
Электрическая контактная точечная сварка (КТС) — это способ контактной сварки (рис. 1.1), при котором свариваемые детали 1, расположенные перед сваркой внахлестку, сжимают токопроводящими электродами 2 и 3 сварочным усилием FСВ, а затем от источника питания ИП (например, трансформатора) пропускают импульс сварочного тока IСВ длительностью tСВ и таким образом сваривают их по отдельным участкам касания, называемым сварными точками 4 [1, 2].
При КТС для образования физического контакта между свариваемыми поверхностями и их активации в месте формирования соединения затрачивается тепловая и механическая энергия, которая подводится извне сжатием деталей электродами и пропусканием через зону сварки импульса сварочного тока [3, 4]. Наиболее надежным способом, который обеспечивает образование физического контакта и способствует возникновению межатомарных связей в зоне формирования соединений, является расплавление металла в приповерхностных слоях деталей с образованием общего его объема. Поэтому в технологии КТС, за редким исключением [5, 6], принято, что необходимым условием образования точечного сварного соединения является образование общей зоны расплавленного металла соединяемых деталей. В специальной литературе по сварке общую зону расплавленного металла свариваемых деталей обычно называют «литое ядро», «ядро расплавленного металла» или просто «ядро» [2...4, 7…17].
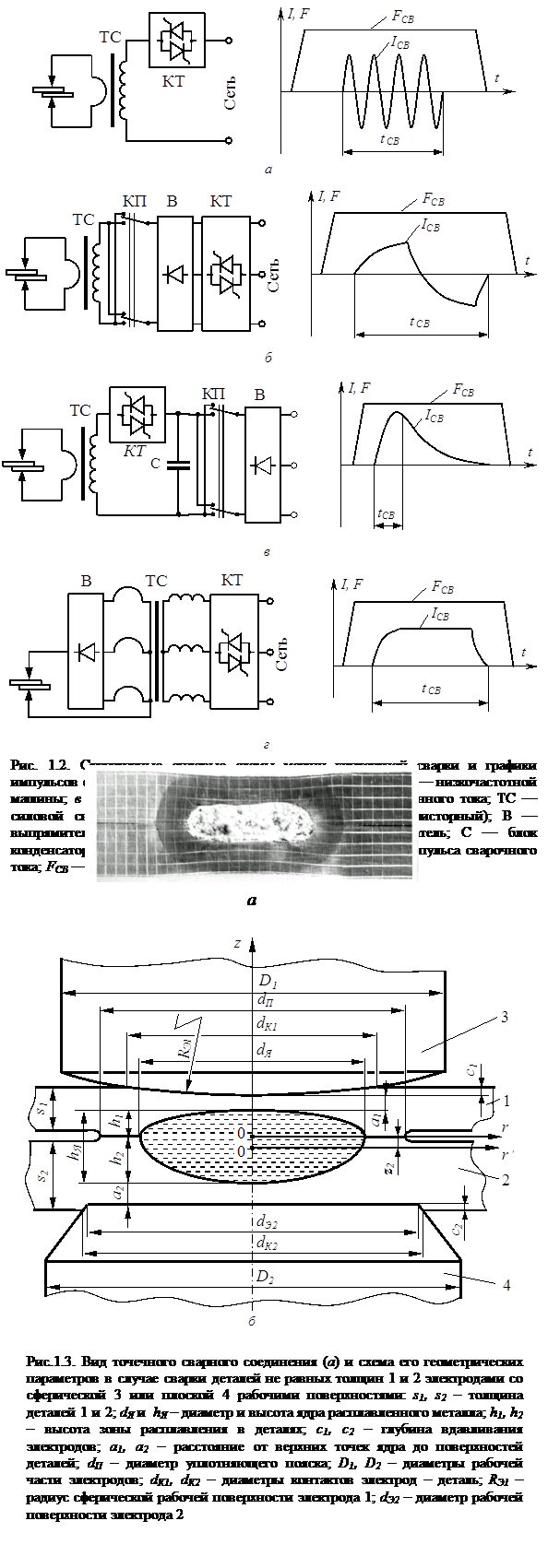
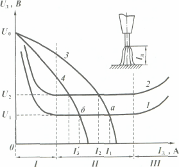
Параметрами, которые наиболее значимо влияют на процесс формирования точечного сварного соединения и различают между собой все многообразие известных способов двусторонней точечной сварки, являются род сварочного тока и форма его импульса. Это их различие (рис. 1.2) обусловлено в основном особенностями устройства силовых электрических контуров машин контактной точечной сварки [18, 19]. Поэтому способы КТС по роду сварочного тока и форме его импульса разделяют на следующие группы [2, 3, 15, 16]:
- контактная точечная сварка переменным током (рис. 1.2, а);
- низкочастотная контактная точечная сварка (током пониженной частоты монополярными или униполярными импульсами) (рис. 1.2, б);
- конденсаторная контактная точечная сварка (рис. 1.2, в);
- контактная точечная сварка постоянным током (рис. 1.2, г);
Каждая из этих групп способов КТС имеет свои особенности, преимущества и недостатки в технологическом и техническом аспектах. Кроме того, они различаются и экономической эффективностью [20, 21].
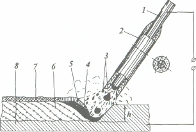
Точечное сварное соединение (рис. 1.3), поскольку сварку в подавляющем числе случаев осуществляют электродами с цилиндрической рабочей частью, обычно считают осесимметричным. Такое соединение (сварную точку (рис. 1.3, а)) приято характеризовать геометрическими параметрами в плоскости оси электродов, которые называют «конструктивными элементами соединения». Кроме того, геометрическими параметрами характеризуют также и рабочие части электродов (рис. 1.3, б). Основными из них, наиболее часто используемыми и в большинстве случаев регламентируемыми, являются параметры, которые описывают ядро расплавленного металла (диаметр и высота ядра, проплавление деталей), остаточные деформации деталей (глубина вмятин от электродов), а также рабочие поверхности электродов (диаметр плоской и радиус сферической).
Ядро расплавленного металла (рис. 1.3, а, б) в большинстве случаев характеризуют его размерами: диаметром dЯ в плоскости контакта
деталь-деталь (свариваемого контакта), а также его высотой hЯ или проплавлением деталей А1 и А3.. Последние определяют отдельно для каждой детали как отношение к толщине деталей s1 и s2 расстояний h1 и h2 от плоскости свариваемого контакта до границы зоны расплавленного металла
(см. рис. 1.1) и выражают обычно в процентах [2, 3, 14…16]:
![]() %,
%, ![]() %.
(1.1)
%.
(1.1)
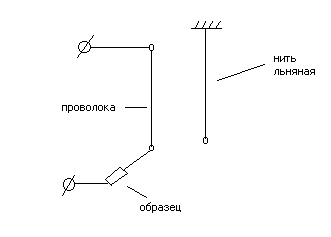
При точечной сварке деталей одноточечные соединения применяют относительно редко. В подавляющем числе случаев точечной сварки осуществляют многоточечные соединения деталей (рис. 1.4). Последние выполняют в виде одного (рис. 1.4, а) или нескольких (рис. 1.4, б) рядов сварных точек, расположенных вдоль нахлестки деталей.
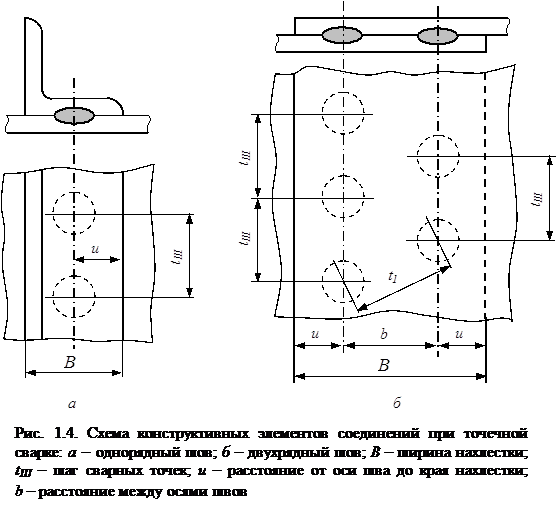
К основным конструктивным элементам, характеризующим многоточечные соединения, относят: ширину нахлёстки В, расстояние (шаг) между точками tШ в ряду (в шве), расстояниями между осями швов b, а также расстоянием u между крайними осями швов и кромками листов.
Перечисленные выше конструктивные элементы сварных соединений существенно влияют как на процесс их формирования при КТС, так и на показатели качества готовых сварных соединений. Поэтому их допускаемые значения в подавляющем большинстве случаев регламентируются как в зарубежной [22], так и отечественной практике КТС, например, в ГОСТах [23], ОСТах, отраслевых технологических рекомендациях, стандартах предприятий [14].
Размеры ядра (его диаметр dЯ и высота hЯ, а также проплавление деталей А1 и А2) наиболее значимо влияют на свойства точечного соединения, в первую очередь, на прочностные. Поэтому получение оптимальных значений этих параметров, которые должны находиться в пределах между минимальными и максимальными допускаемыми их значениями, и является основной задачей технологии точечной сварки.
Минимально допускаемые значения диаметра ядра определяются влиянием целого ряда факторов точечной сварки, например, таких как прочность сварных соединений и стабильность ее значений, устойчивость процесса КТС против образования выплесков, непроваров и др. Их значения зависят от толщины s свариваемых деталей [3, 10, 23]:
![]() , (1.2)
, (1.2)
![]() . (1.3)
. (1.3)
Они регламентированы ГОСТ 15878 – 79 (табл. 1.1). Эти табличные значения диаметров ядра выработаны многолетней практикой КТС.
Таблица 1.1
Минимально допускаемые значения диаметра ядра для соединений
группы А по ГОСТ 15878 – 79.
| Толщина деталей, | Минимальный диаметр ядра, | Минимальная ширина нахлестки, В | Минимальный шаг между точками, tШ | ||
| алюминиевые, магниевые, медные сплавы | стали, титановые сплавы | алюминиевые, магниевые, медные сплавы | стали, | ||
| 0,5 1,0 1,2 1,5 2,0 2,5 3,0 4,0 5,0 6,0 | 3 4 5 6 7 8 9 12 14 16 | 10 14 16 18 20 22 16 32 40 50 | 8 11 13 14 17 19 21 28 34 42 | 10 15 17 20 25 30 35 45 55 65 | |
Величина проплавления деталей А1 и А2 в большинстве случаев должна находиться в пределах 20…80 % от толщины деталей. На титановых сплавах верхний предел увеличивают до 95 %, а на магниевых — уменьшают до 70 %.
Минимально допускаемое расстояние между осями швов b устанавливают из условия отсутствия влияния шунтирования тока на процесс КТС. Его выбирают таким, чтобы расстояние до соседних точек в любом направлении, например t1, было не меньше минимально допускаемого шага между точками tШ.
Минимальную ширину нахлестки В, а также минимальное расстояние от центра точки или оси шва до края нахлестки u устанавливают по условию отсутствия объемных пластических деформаций металла на краю нахлестки. Причем минимальные значения и должны быть не менее 0,5В.
Глубина вмятин от электродов с1 и с2 не должна превышать 20 % от толщины деталей, поскольку они ухудшают внешний вид соединений и обычно уменьшают их прочность. Только при сварке деталей неравных толщин или в труднодоступных местах её допускают увеличивать до 30 % [2, 3, 15, 16].
Широкое применение в современном машиностроении точечных сварных соединений вместо клепаных, в том числе при изготовлении узлов летательных аппаратов, обусловлено не только преимуществами их технико-экономических показателей [22, 23], но и конкурентной способностью эксплуатационных свойств [2, 3, 9, 11, 15, 17]. Прежде всего, это относится к их прочности, которую в основном определяют размеры ядра расплавленного металла в совокупности с другими конструктивными элементами сварных соединений, причем в первую очередь — к прочности динамической [24...29]. Именно поэтому соответствие полученных при КТС размеров ядра заданным оптимальным значениям, в первую очередь его диаметра и проплавления деталей, является одним из основных критериев качества и надёжности соединений деталей, выполненных контактной точечной сваркой [10, 11, 14, 15].
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев