Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
3.2.1. Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска [209] заключается в том, что в нем, как и в описанных выше, соединяемые детали сжимают токопроводящими электродами, прикладывают вокруг них дополнительное периферийное усилие для обеспечения сжатия в уплотняющем пояске и пропускают импульс сварочного тока. Отличается он тем, что дополнительное периферийное усилие прикладывают вне контура уплотняющего пояска.
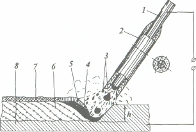
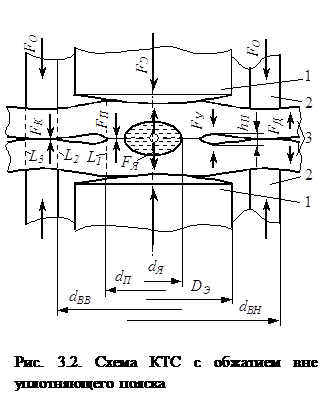 При осуществлении данного способа КТС токопроводящие электроды 1 (рис. 3.2) с диаметром рабочей части DЭ и обжимные втулки 2 с внутренним диаметром dВВ и наружным диаметром dВН сжимают свариваемые детали 3, соответственно, усилиями токопроводящих электродов FЭ и обжимных втулок FО. В плоскости сварочного контакта эти усилия уравновешиваются силой FЯ, развиваемой давлением расплавленного металла в ядре (диаметром dЯ) по его площади, усилием в площади уплотняющего пояска FП и усилием в площади кольцевого контакта FК, расположенного вне контура уплотняющего пояска L1. Вследствие того, что при сварке металл вытесняется в направлении контакта деталь–деталь с образованием в контуре уплотняющего пояска L1 рельефа высотой hП, представляется возможным передавать часть усилия обжатия FО в зону сварки (в контур L1) за счет силового сопротивления деталей FУ их прогибу между контурами уплотняющего пояска L1 и кольцевого контакта L2. Таким образом, в зону сварки может быть передана часть усилия обжатия FО, прилагаемого между контурами L2 и L3, за вычетом его части, уравновешиваемой в кольцевом контакте FК и упругим сопротивлением деталей FД при их сближении до соприкосновения (передаваемое усилие не может быть больше усилия FУ сопротивления деталей их суммарному прогибу между контурами L1 и L2 на величину высоты рельефа hП). Это предоставляет возможность увеличить внутренние диаметры обжимных втулок dВВ и диаметры DЭ электродов и, следовательно, их стойкость.
При осуществлении данного способа КТС токопроводящие электроды 1 (рис. 3.2) с диаметром рабочей части DЭ и обжимные втулки 2 с внутренним диаметром dВВ и наружным диаметром dВН сжимают свариваемые детали 3, соответственно, усилиями токопроводящих электродов FЭ и обжимных втулок FО. В плоскости сварочного контакта эти усилия уравновешиваются силой FЯ, развиваемой давлением расплавленного металла в ядре (диаметром dЯ) по его площади, усилием в площади уплотняющего пояска FП и усилием в площади кольцевого контакта FК, расположенного вне контура уплотняющего пояска L1. Вследствие того, что при сварке металл вытесняется в направлении контакта деталь–деталь с образованием в контуре уплотняющего пояска L1 рельефа высотой hП, представляется возможным передавать часть усилия обжатия FО в зону сварки (в контур L1) за счет силового сопротивления деталей FУ их прогибу между контурами уплотняющего пояска L1 и кольцевого контакта L2. Таким образом, в зону сварки может быть передана часть усилия обжатия FО, прилагаемого между контурами L2 и L3, за вычетом его части, уравновешиваемой в кольцевом контакте FК и упругим сопротивлением деталей FД при их сближении до соприкосновения (передаваемое усилие не может быть больше усилия FУ сопротивления деталей их суммарному прогибу между контурами L1 и L2 на величину высоты рельефа hП). Это предоставляет возможность увеличить внутренние диаметры обжимных втулок dВВ и диаметры DЭ электродов и, следовательно, их стойкость.
Так, например, производилась сварка образцов из стали 12Х18Н10Т на машине МТПУ-300 с использованием цилиндрических обжимных втулок и электродов с плоской рабочей поверхностью из сплава Бр.Х. Параметры режимов, максимально допустимые внутренние диаметры обжимных втулок dВВМАХ, при которых обеспечивалась передача упругостью деталей технологически требуемого усилия сжатия в площади уплотняющего пояска (в приведенных примерах 95 % от FО) приведены в табл. 3.1.
При этом диаметры рабочих поверхностей dЭ задавались в соответствии с известными рекомендациями для обычных способов сварки, обеспечивающих наибольшую стойкость электродов. Диаметры же цилиндрических поверхностей электродов DЭ задавались по внутреннему диаметру обжимной втулки dВВ, которые определяли из условий способов: при сварке по способу с обжатием в области уплотняющего пояска dВВ задавались в пределах контура уплотняющего пояска dП, а при сварке по данному способу в пределах dВВМАХ.
Таблица 3.1
Параметры режимов и электродов при сварке с обжатием периферийной зоны соединения
| Толщина s, мм | Параметры режимов | Параметры соединения и электродов, мм | |||||||||
| IСВ, кА | tСВ, c | FСВ, даН | FЭ, даН | FО, даН | dВВМАХ мм | dЯ, мм | dЭ | dП | DЭ | ||
| Прото | Новый | ||||||||||
| 1+1 2+2 3+3 | 6,2 8,9 11,3 | 0,16 0,28 0,36 | 460 900 1350 | 270 548 830 | 190 360 520 | 7,7 15 34 | 5.0 7.0 9.0 | 5.0 8.0 10.0 | 6.5 9.4 11.9 | 6,0 9,0 11.0 | 8,0 16,0 25,0 |
Стойкость электродов оценивалась по количеству сваренных точек, приводящих к увеличению рабочих поверхностей электродов на 10 %. При этом получены следующие результаты: при сварке по способам с обжатием в области уплотняющего пояска и вне его среднеарифметическое количество точек при сварке трех серий образцов каждой толщины соответственно составило: 1 + 1 мм — 17 и 63; 2 + 2 мм — 23 и 187; 3 + 3 мм — 27 и 276. Таким образом, стойкость электродов при сварке по данному способу увеличивается в 4...10 раз, что показывает высокую эффективность данного способа в части повышения стойкости электродов.
Очевидно, что для способов КТС с обжатием периферийной зоны соединений необходима другая математическая модель силового взаимодействия деталей, учитывающая их особенности.
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев