Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Критерии подобия для определения режимов сварки
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
1.3.5. Критерии подобия для определения режимов сварки
Выше, в п. 1.2.1 отмечалось, что, несмотря на изменение значимости влияния на отдельных этапах формирования соединения каждого из основных термодеформационных процессов, протекающих в зоне сварки, на процесс сварки общая схема формирования соединения происходит по единой схеме. При этом исследователями процесса КТС давно было подмечено, что при сварке деталей разных толщин параметры основных термодеформационных процессов изменяются по одинаковым закономерностям, то есть подобно. На основании результатов экспериментальных исследований рядом исследователей были разработаны основы теории подобия процессов КТС и предложен ряд критериев — безразмерных величин, математически описывающих это подобие [3, 4, 13, 16, 74…76, 87, 88].
Физические процессы подобны, если они описываются одним и тем же дифференциальным уравнением и имеют подобные начальные и граничные условия. Подобие выражается в том, что при определенных условиях в сходственных точках тел, т. е. в точках с одной и той же относительной координатой, например, в точках, расположенных в середине или на краю листа, достигаются одни и те же значения переменных параметров, в частности температуры или деформации.
По этим критериям, определяемым по моделям, рассчитывают масштабные коэффициенты для определения параметров процесса. Процессы точечной свирки деталей разной толщины могут быть подобны при равенстве критериев подобия, например, следующих [16]:
- критерий геометрического подобия
![]() ; (1.12)
; (1.12)
- критерий гомохронности (подобия по времени — критерий Фурье)
![]() ;
(1.13)
;
(1.13)
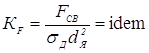
- критерий подобия тепловыделения
 ; (1.14)
; (1.14)
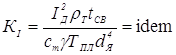
- критерий подобия пластических деформаций
 ,
(1.15)
,
(1.15)
где s — толщина деталей; dЯ — диаметр ядра; IД и tСВ — действующее значение сварочного тока и время его протекания; FСВ — сварочное усилие; сm, γ, ТПЛ, и σД — соответственно, массовая теплоёмкость, плотность, температура плавления и сопротивление деформации свариваемого металла.
Применение теории подобия позволяет по одному экспериментально определенному режиму с использованием критериев подобия рассчитать параметры режима сварки деталей других толщин. Значения критериев определяют по единичным опытам [3, 4, 15].
Однако часто расчеты по зависимостям (1.12…1.15) приводят к значительным погрешностям. Обусловлено это прежде всего тем, что в практике сварки не соблюдается критерий геометрического подобия
(см. табл. 1.1). Поэтому для приближенной оценки параметров режима в относительно малом диапазоне толщин (1…4 мм) пользуются рядом других, в основном эмпирических, соотношений, аналогичных по структуре указанным выше, например, [15].
Таким образом, различие способов точечной сварки определяется внешним силовым энергетическим и силовым воздействием на зону формирования соединения. Это воздействие влияет на параметры термодеформационных процессов, протекающих в зоне сварки, которые рассмотрены ниже, и определяющих качество получаемых соединений.
2. основные Процессы, протекающие при
контактной точечной сварке
Сварная точка является результатом сложных термодеформационных процессов, протекающих в зоне формирования соединения в течение цикла сварки. Некоторые из этих процессов протекают последовательно, а некоторые и параллельно. Параметры последних зависят не только от внешнего энергетического и силового воздействия на металла в зоне сварки, но и от сложного их взаимного влияния. Ниже рассмотрены закономерности протекания термодеформационных процессов, оказывающих наиболее значимое влияние на конечный результат сварки.
2.1. Сближение свариваемых деталей
Технологической операцией, которая первой выполняется в любом цикле КТС, является сближение свариваемых поверхностей до соприкосновения, поскольку собранные для сварки детали практически никогда плотно не прилегают между собой. Обусловлено это тем, что между свариваемыми деталями всегда имеются зазоры. Они являются следствием либо искривления деталей при выполнении технологических операций, которые предшествуют сварке, либо дефектов сборки деталей перед сваркой, или деформаций деталей непосредственно в процессе сварки предшествующих точек [3, 10, 11, 14…16].
В сближении свариваемых деталей до соприкосновения следует выделить два фактора, которые оказывают значимое влияние как на формирование начальных контактов, так и на процесс сварки в целом: геометрический фактор, который проявляется в искривлении деталей при их деформировании в процессе сближения, и силовой фактор, следствием влияния которого является отклонение усилия сжатия в контакте деталь–деталь от усилия сжатия электродов [14…16, 89… 91].
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев