Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Усилие сжатия электродов
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
1.3.3. Усилие сжатия электродов
Усилие сжатия электродов (сварочное усилие) FСВ — один из важнейших параметров режима КТС, который оказывает влияние на все основные процессы, ответственные за формирование соединения, в частности, на микро- и макропластические деформации, на выделение и перераспределение теплоты, на охлаждение металла в зоне сварки и кристаллизацию его в ядре.
С увеличением FСВ увеличиваются пластические деформации металла в зоне сварки и площади контактов, уменьшается плотность тока в них, уменьшается электрическое сопротивление участка электрод–электрод и стабилизируется его величина. Поэтому при постоянстве остальных параметров режима увеличение FСВ вызывает уменьшение размеров ядра
(рис. 1.9, в), прочности сварных точек при одновременном понижении и их стабильности. Если же увеличение FСВ сопровождается таким увеличением IСВ или tСВ, что размеры ядра остаются неизменными, то с ростом величины сварочного усилия прочность точек возрастает и становится более стабильной. [10, 77…79]
Как и сварочный ток, сварочное усилие определяют в основном по эмпирическим зависимостям, предложенным для приближенного расчета или пересчета сварочного усилия и основанным на подобии процессов КТС. Методики пересчета FСВ исходят из подобия процессов формирования соединений при сварке деталей из одних и тех же металлов разных толщин. Все они, к сожалению, также не отличаются ни высокой точностью, ни универсальностью. В частности, для пересчетов и расчетов FСВ предложены следующие зависимости [10, 15, 73, 80...82]:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ; ;
; ;
![]() ;
; ![]() ,
,
где F0 — удельное сварочное усилие; dЯ — диаметр ядра расплавленного металла с известным FСВ; dЯ — диаметр ядра, для которого рассчитывают FСВ; P0 — удельное давление, определяемое экспериментально; dЭ — диаметр рабочей поверхности электрода; s — толщина деталей; k1 и k2 —коэффициенты, учитывающие сопротивление деформации металла и конструктивную жесткость изделия; σ02 — условный предел текучести свариваемого металла при нормальной температуре; ![]() — предел текучести свариваемого металла при температуре 300о С;
— предел текучести свариваемого металла при температуре 300о С;
1.3.4. Форма и размеры рабочих поверхностей электродов
Форма и размеры рабочих поверхностей электродов (рис. 1.3: dЭ — при плоской и RЭ — при сферической), контактирующие со свариваемыми деталями, существенно влияют на качество получаемых сварных соединений. Увеличение площади контакта электрод–деталь, например, из-за износа рабочей поверхности электродов приводят к уменьшению плотности тока и давления в зоне сварки, а, следовательно, к уменьшению размеров ядра и снижению качества готовых точечных соединений (рис. 1.9, г).
Применяемая форма электродов зависит от свойств материала свариваемых деталей. Так, например, для сварки титановых, алюминиевых и магниевых сплавов, как правило, применяют электроды со сферическими рабочими поверхностями. Стали же, в основном сваривают электродами с плоской рабочей поверхностью.
Размеры рабочих поверхностей электродов в большинстве случаев выбирают исходя из толщины свариваемых деталей.
Радиус сферы электрода RЭ определяют, ориентируясь на конечный диаметр отпечатка и допустимую глубину вмятины, которая не должна превышать 10 % от толщины детали [83]. Исходя из этого условия предложены следующие зависимости для определения минимального RЭMIN и максимального RЭMAX радиусов рабочих поверхностей электродов в зависимости от толщины s свариваемых деталей [84]:
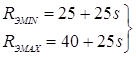 .
.
Диаметры плоских рабочих поверхностей электродов выбирают с учетом диаметров ядра, которые в свою очередь задают по толщине деталей. Значения dЭ определяют по следующим зависимостям [85, 86]:
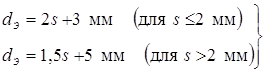 ,
, 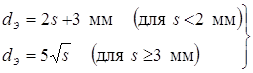 .
.
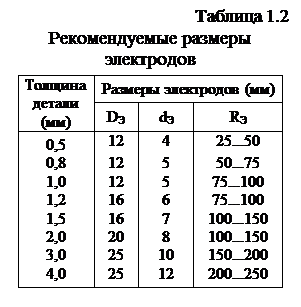
Однако в практике КТС размеры рабочих поверхностей электродов обычно не рассчитывают. Значения dЭ и RЭ, как правило, выбирают по технологическим рекомендациям (табл. 1.2), в которых они близки к значениям, рассчитанным по приведенным выше зависимостям. Окончательные значения tСВ, IСВ, FСВ и RЭ или dЭ определяют и корректируют на образцах технологической пробы [3, 15].
 Поскольку приемлемые по точности для практики КТС методики оптимизации режимов сварки (сочетаний IСВ, tСВ и FСВ) пока не разработаны параметры одного из них, как правило, время сварки tСВ, определяют ориентировочно по технологическим рекомендациям, основанным на экспериментальных исследованиях процессов КТС и опыте их практического использования в промышленности. После этого для принятого значения tСВ по приближенным методикам, определяют силу IСВ и усилие сжатия электродов FСВ [2…4, 7…11, 13, 15…17].
Поскольку приемлемые по точности для практики КТС методики оптимизации режимов сварки (сочетаний IСВ, tСВ и FСВ) пока не разработаны параметры одного из них, как правило, время сварки tСВ, определяют ориентировочно по технологическим рекомендациям, основанным на экспериментальных исследованиях процессов КТС и опыте их практического использования в промышленности. После этого для принятого значения tСВ по приближенным методикам, определяют силу IСВ и усилие сжатия электродов FСВ [2…4, 7…11, 13, 15…17].
Таким образом, существующие расчетные методики определения основных параметров режима весьма не совершенны. У них можно отметить общий недостаток — они не отражают физической сущности процессов, протекающих при КТС, не являются универсальными и применимы только для тех ограниченных областей толщин и металлов, на основании результатов исследований которых они и получены. Они не могут использоваться для решения задач, связанных с программированным изменением термодеформационных процессов, протекающих при формировании точечных сварных соединений.
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев