Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Температурное поле в зоне формирования соединения
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
2.4.2. Температурное поле в зоне формирования соединения
Распределение температуры в зоне формирования соединения измерить непосредственно при КТС пока никому не удалось, несмотря на многочисленные общеизвестные попытки это сделать. Поэтому и мнения о значениях температуры, например, в центре зоны сварки, расходятся от температуры плавления металла до температуры его кипения [7, 11, 107, 161]. Анализ известных аналитических методик расчетов температуры в зоне сварки [107, 158, 162, 163], которые учитывают выделение и перераспределении теплоты в ней, например, приведенный в работе [164], показывает, что пытаться удовлетворить требованиям современной технологии КТС по точности определения температуры в зоне сварки этим путем весьма проблематично. Поэтому и работы в этом направлении, по-видимому, бесперспективны.
А. С. Гельман для исследования температурных полей в зоне сварки, по-видимому, первым применил решение дифференциальных уравнений распределения потенциалов и теплопроводности, которые осуществил численным методом, а точнее — методом конечных разностей [155, 164]. Это позволило ему при решении поставленных задач учесть изменение в процессе КТС теплофизических характеристик металла, геометрических параметров соединений, а также влияние энергетического и силового воздействия на зону сварки и скрытую теплоту плавления металла в ядре.
Эту методику, которая заключается в совместном решении дифференциальных уравнений распределения потенциалов и теплопроводности, в дальнейшем с уточнением граничных условий стали широко использовать при решении различных задач технологии точечной сварки методом конечных разностей и методом конечных элементов, как отечественные [157, 165…174], так и зарубежные [175…179] исследователи.
При исследованиях тепловых процессов в зоне формирования точечного сварного соединения в большинстве случаев осуществляют совместное решение дифференциального уравнения (2.15), описывающего электрическое поле, и дифференциального уравнения теплопроводности Фурье, которое при условии, что теплоемкость и плотность металла не зависят от температуры, записывают чаще всего в следующем виде [3, 16]:
 , (2.25)
, (2.25)
где сm, γ, λ и ρ — соответственно, массовая теплоемкость, плотность, коэффициенты теплопроводности и удельного электрического сопротивления металла; j — плотность тока.
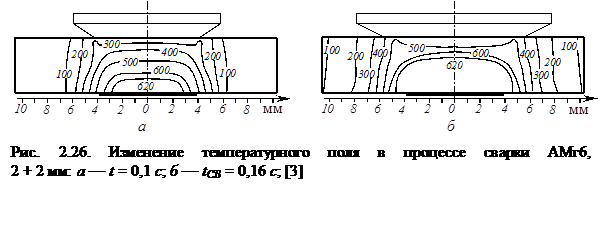
Сведения о температуре металла в зоне сварки, полученные расчетом по данным методикам, по-видимому, являются наиболее близкими к истинным ее значениям при конкретных условиях сварки. Так, расчетные изотермы температуры плавления (рис. 2.26) по конфигурации и геометрическому положению весьма близки к границам ядра расплавленного металла, экспериментально определяемым на различных стадиях его формирования [165, 172…174].
 |
2.4.3. Тепловой баланс в зоне сварки и расчет сварочного тока
Теплоту QЭЭ, которая должна выделиться в зоне формирования соединения для получения ядра заданных размеров, можно рассчитать через теплосодержание металла в ней к концу процесса сварки и количество теплоты, отведенное из зоны сварки в процессе формирования соединения. Для этого используют условные схемы теплопередачи в зоне сварки и распределения в ней температуры (рис. 2.27).
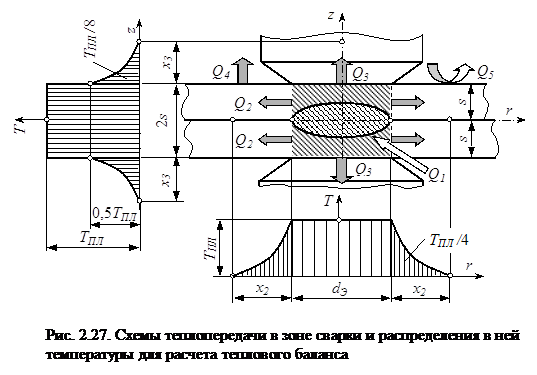
В данной методике расчета допускают, что вся теплота QЭЭ выделяется в цилиндре, диаметр которого равен диаметру dЭ контакта электрод-деталь. Выделившуюся теплоту QЭЭ условно разделяют на теплоту Q1, которая расходуется на нагрев и плавление металла в выделенном цилиндре (Q1 ≈ 20...30 % от QЭЭ [3]), а также на теплоту Q2, которая отводится в окружающий его металл деталей (Q2 ≈ 20 % от QЭЭ [3]), и теплоту Q3, которая отводится в электроды (Q3 > 50 % от QЭЭ [3]). Относительно очень небольшая часть теплоты QЭЭ отводится с поверхностей деталей радиационной Q4 и конвективной Q5 теплоотдачей. Такое распределение теплоты QЭЭ описывается так называемым «уравнением теплового баланса», которое было предложено еще в 30-х годах прошлого века [180] и используется до настоящего времени в инженерных методиках расчетного определения силы сварочного тока [3, 10, 16]:
![]() . (2.26)
. (2.26)
За прошедший период методики расчета его составляющих неоднократно изменялись и уточнялись [3, 7…11, 16, 85, 87, 161, 164]. По-видимому, наиболее точные, с учетом результатов исследований тепловых процессов с применением ЭВМ [165], методики расчета составляющих уравнения теплового баланса приведены в работе [3].
При расчетах по уравнению теплового баланса (2.26) общего количества теплоты QЭЭ, требуемой для формирования соединения заданных размеров, радиационной Q4 и конвективной Q5 теплоотдачей с поверхностей деталей обычно пренебрегают из-за их относительно малых величин.
Для расчета теплоты в зоне сварки делают ряд допущений. Так, принимают, что средняя температура в цилиндре, диаметром dЭ, который приближенно равен диаметру ядра, и высотой, равной суммарной толщине двух деталей 2s, принимается равной температуре плавления ТПЛ. Считается, что заметное повышение температуры металла в деталях из-за отвода в них теплоты Q2 наблюдается на расстоянии х2 от границы цилиндра, которое определяется временем сварки tСВ и коэффициентом температуропроводности металла аМ:
![]() .
.
При этом принимается, что средняя температура кольца шириной х2 вокруг цилиндра диаметром dЭ, равна ![]() .
.
Определение потерь тепла в электроды производится аналогичным образом. При этом принимается, что за счет тепла Q3 нагревается до средней температуры, равной ![]() , участок электрода длиной
, участок электрода длиной
![]() ,
,
где аЭ — коэффициент температуропроводности металла электродов.
С учетом сказанного сокращенное уравнение теплового баланса
![]()
в развернутом виде описывают обычно следующим выражением [3]:
![]() ,(2.27)
,(2.27)
где γМ и γЭ — плотность металла свариваемых деталей и электродов; сМ и сЭ — теплоемкость металла свариваемых деталей и электродов; k1 — коэффициент, который учитывает неравномерность распределения температуры в кольце; k2 — коэффициент, учитывающий влияние на теплоотвод формы рабочей части электродов.
С увеличением времени точечной сварки доля теплоты, отводимой в окружающий металл и электроды, всегда увеличивается, т. е. с увеличением времени сварки всегда уменьшается КПД процесса нагрева [181...184].
Количество теплоты QЭЭ, которое требуется для образования точечного сварного соединения заданных размеров, используют в основном для приближённого определения силы сварочного тока IСВ по зависимости (1.11), обеспечивающего выделение этой теплоты.
2.5. Объемная пластическая деформация металла в зоне
формирования точечного сварного соединения
Объемная пластическая деформация (ПД) металла при точечной сварке — это один из основных термодеформационных процессов, протекающих в зоне формирования соединения и способствующих его образованию. Она вызывается как внешними факторами, в первую очередь силовым воздействием на детали электродов, так и внутренними факторами, в частности, напряжениями, возникающими при несвободном тепловом расширении (дилатации) металла в зоне сварки между электродами сварочной машины. Пластическое течение металла имеет место на протяжении всего процесса сварки — от формирования начальных контактов, до проковки соединения при его охлаждении. На стадии нагрева во время действия импульса сварочного тока металл в зоне сварки деформируется в основном пластически [3, 16].
Пластическая деформация металла в зоне сварки оказывает решающее влияние на характер электрического и температурного полей, а также на процесс формирования ядра расплавленного металла. В первую очередь, величина объемной пластической деформации влияет на процесс нагрева, так как определяет плотность тока в зоне сварки через площади контактов деталь–деталь и электрод–деталь. При этом нагрев металла в зоне формирования соединения, в свою очередь, оказывает влияние на его пластическую деформацию через изменение сопротивления пластической деформации. В результате такой взаимосвязи и такого взаимовлияния описанных выше процессов осуществляется как бы саморегулирование процесса точечной сварки. Это предполагает, что при устойчивом процессе в зоне сварки должно существовать определенное соответствие между нагревом в ней металла и пластической его деформацией [3, 183, 185…187].
Охлаждение металла в зоне сварки и его кристаллизация в ядре сопровождается температурным и фазовым уменьшением объема, которое приводит на этой стадии формирования соединения к возникновению неравномерного поля остаточных растягивающих напряжений. Это является одной из основных причин образования в соединениях дефектов усадочного характера (трещин, пор, раковин). Только пластическое течение металла в этот период может компенсировать его усадку и предотвратить образование вышеуказанных дефектов сварных соединений [3, 16, 62, 188, 189].
Сведения о пластических деформациях при КТС носят преимущественно качественный характер. Это обусловлено как трудностями их экспериментальных исследований, в первую очередь, из-за закрытого характера зоны сварки и малого ее объема [3, 16, 62, 188, 189], так и трудностями точной математической постановки и решения задачи по определению параметров напряжений и деформаций в условиях динамичного процесса формирования соединений [190...195]. Даже численные методы решения дифференциальных уравнений с применением ЭВМ не позволяют пока достаточно точно определить все сложные взаимовлияния и взаимосвязи термодеформационных процессов, протекающих в зоне формирования соединения [169…172, 174...176, 196...198].
В этой связи весьма перспективным представляется использование для исследований термодеформационных процессов при КТС приближенных теорий напряжений и деформаций, а также расчетно-экспериментальных методов, основы которых изложены, например, в работах [199, 200].
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев