Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
3.4.1. Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
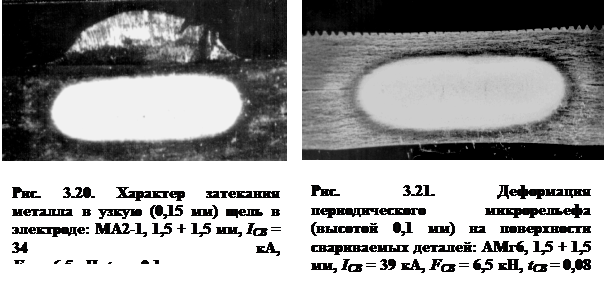
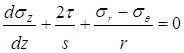
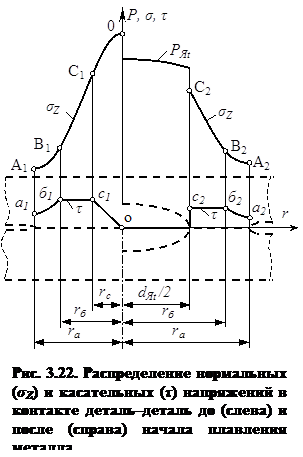
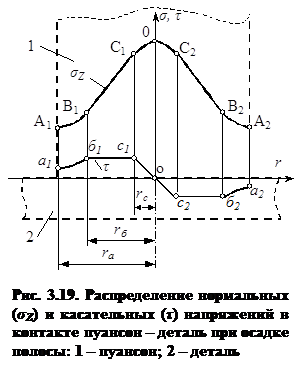 Точно рассчитать распределение напряжений в контактах при КТС по-видимому не представляется возможным из-за сложности и динамичности, протекающих в них термодеформационных процессов. Приближённое решение данной задачи [206, 217, 218] основано на допущении, что характер распределения напряжений в контакте деталь–деталь при точечной сварке подобен характеру распределения напряжений в контакте пуансон–деталь при осадке полосы. Это предположение сделано на основании анализа опубликованных работ С. И. Губкина, Е. П. Унксова, В. В. Соколовского и других исследователей, посвященных определению напряжений в контактах. Ими установлено, что в общем случае в площади контакта имеется три участка, которые отличаются распределением касательных напряжений (рис. 3.19). Качественно такой характер распределения нормальных напряжений в контактах электрод–деталь и деталь–деталь при точечной сварке подтверждается экспериментами по затеканию (пластической деформации) металла в узкую щель в электроде (рис. 3.20) и характером деформации периодического рельефа на поверхности детали (рис. 3.21).
Точно рассчитать распределение напряжений в контактах при КТС по-видимому не представляется возможным из-за сложности и динамичности, протекающих в них термодеформационных процессов. Приближённое решение данной задачи [206, 217, 218] основано на допущении, что характер распределения напряжений в контакте деталь–деталь при точечной сварке подобен характеру распределения напряжений в контакте пуансон–деталь при осадке полосы. Это предположение сделано на основании анализа опубликованных работ С. И. Губкина, Е. П. Унксова, В. В. Соколовского и других исследователей, посвященных определению напряжений в контактах. Ими установлено, что в общем случае в площади контакта имеется три участка, которые отличаются распределением касательных напряжений (рис. 3.19). Качественно такой характер распределения нормальных напряжений в контактах электрод–деталь и деталь–деталь при точечной сварке подтверждается экспериментами по затеканию (пластической деформации) металла в узкую щель в электроде (рис. 3.20) и характером деформации периодического рельефа на поверхности детали (рис. 3.21).
Можно предположить, что и при сварке в площади контакта в момент времени t имеется три участка (рис 3.19 и 3.22), отличающихся распределением касательных напряжений τ, подобно осадке полосы [219]:
1) зона скольжения (участки a1b1 и b2a2) ![]() ;
;
2) зона торможения (участки b1c1 и c2b2) ![]() ;
;
3) зона застоя (участки c1о и оc2) ![]() ;
;
где σZ — напряжения, нормальные к плоскости свариваемого контакта;
μ — коэффициент трения; r — радиальные координаты точек в плоскости поверхности деталей.
 |
Наличие таких участков в контактах при КТС экспериментально подтверждается, например, в работе [129].
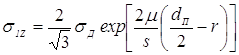
Решением приближенного уравнения равновесия, предложенного
Е. П. Унксовым [219, 220],
 ,
,
где s — толщина детали; σz, σr, и σθ — соответственно, нормальные относительно плоскости свариваемого контакта, радиальные и окружные напряжения; совместно с условием пластичности Губера – Мизеса
![]() , (3.45)
, (3.45)
где σД — это сопротивление пластической деформации металла в области уплотняющего пояска; получены функции, описывающие изменение нормальных напряжений σ1Z, σ2Z, σ3Z на различных участках контакта, которые, применительно к условиям точечной сварки, имеют следующий вид:
- первый участок при rb ≤ r ≤ ra
 ; (3.46)
; (3.46)
- второй участок при rc ≤ r ≤ rb
 ; (3.47)
; (3.47)
- третий участок при 0 ≤ r ≤ rc
 . (3.48)
. (3.48)
Здесь μ – коэффициент трения; dП – диаметр контурной площади контакта (уплотняющего пояска).
Координату границы зоны торможения rb можно определить по зависимости, приведенной в работе [221], которая, применительно к условиям точечной сварки имеет вид
![]() . (3.49)
. (3.49)
 Поскольку при КТС в контакте электрод–деталь и, в особенности, деталь–деталь наблюдается схватывание металла [128, 129], то коэффициент трения μ можно принять равным 0,5. Тогда, согласно (3.49) при μ = 0,5 — координата
Поскольку при КТС в контакте электрод–деталь и, в особенности, деталь–деталь наблюдается схватывание металла [128, 129], то коэффициент трения μ можно принять равным 0,5. Тогда, согласно (3.49) при μ = 0,5 — координата ![]() , т. е. зона скольжения (участки a1b1 и a2b2) отсутствуют, а зона торможения (участки b1c1 и b2c2) доходит до границы контакта.
, т. е. зона скольжения (участки a1b1 и a2b2) отсутствуют, а зона торможения (участки b1c1 и b2c2) доходит до границы контакта.
Расчеты показали, что, пренебрегая уменьшением касательных напряжений в зоне застоя (с1о и ос2 (см. рис. 3.19)), получаем абсолютную ошибку при определении средней величины нормальных напряжений σСР, не превышающую 5...10 %, причем в свариваемом контакте только до начала плавления металла. Поэтому, чтобы упростить расчеты, можно допустить, что распределение касательных напряжений τ в области 0 ≤ r ≤ dП/2 равномерно и зона торможения распространяется до центра контакта, т. е. rС = 0.
Тогда по известной теореме о среднем, после подстановки в нее зависимости (3.47), среднее значение сжимающих нормальных напряжений в свариваемом контакте σСРt в любой момент процесса формирования соединения t можно определить следующим образом
 , (3.50)
, (3.50)
где r1t и r2t – соответственно нижний и верхний пределы интегрирования.
При КТС нижний r1t и верхний r2t пределы интегрирования изменяются в течение процесса формирования соединения. До момента начала образования ядра контакт твердого металла осуществляется по всей площади уплотняющего пояска. Поэтому в этот период пределы интегрирования r1t = 0 и r2t = dПt/2 и интегрирование зависимости (3.47) следует проводить в интервале 0…dПt/2. При появлении ядра контакт твердого металла осуществляется по уплотняющему пояску шириной bПt = dПt/2 – dЯt/2. Следовательно, интегрирование зависимости (3.47) в этот период следует проводить в интервале dЯt/2…dПt/2. Поскольку до начала плавления металла dЯt = 0, то интервал интегрирования dЯt/2…dПt/2 может быть принят для любого момента КТС при 0 ≤ t ≤ tСВ. Тогда, после подстановки в (3.50) зависимостей (3.47) и (3.49) количественное значение σСРt можно определить следующим интегральным выражением
 ,
,
из которого после вычисления интеграла с вышеуказанными переменными пределами интегрирования получаем формулу для приближенных количественных расчетов среднего значения нормальных напряжений σСРt в контакте деталь–деталь в любой момент t процесса формирования соединения
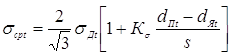 . (3.51)
. (3.51)
Здесь, для момента t процесса формирования соединения, σДt — сопротивление деформации металла; dЯt и dПt — текущие значения диаметров, соответственно, ядра и уплотняющего пояска; Кσ – коэффициент, характеризующий неравномерность распределения в площади контакта нормальных напряжений по координате r, который для условий КТС следует принимать в пределах 0,25...0,5.
Согласно выражению (3.47) напряжения σ2Z на краю контакта при ![]() во всех случаях стремятся к значениям сопротивления деформации металла
во всех случаях стремятся к значениям сопротивления деформации металла ![]() , а в центре контакта при
, а в центре контакта при ![]() они растут с увеличением отношения диаметра контакта к толщине детали
они растут с увеличением отношения диаметра контакта к толщине детали ![]() :
: ![]() . Это изменение неравномерности распределения напряжений по координате r, как следует из формулы (3.51), существенно влияет и на средние их значения σСРt в площади контакта. Так, минимальные значения
. Это изменение неравномерности распределения напряжений по координате r, как следует из формулы (3.51), существенно влияет и на средние их значения σСРt в площади контакта. Так, минимальные значения ![]() получаются при
получаются при ![]() , в случае отсутствия ядра расплавленного металла, или же при уменьшении ширины уплотняющего пояска, т. е. разности
, в случае отсутствия ядра расплавленного металла, или же при уменьшении ширины уплотняющего пояска, т. е. разности ![]() после начала расплавления металла. Причем, это влияние увеличивается с уменьшением толщины свариваемых деталей вследствие увеличения отношения dПt/s.
после начала расплавления металла. Причем, это влияние увеличивается с уменьшением толщины свариваемых деталей вследствие увеличения отношения dПt/s.
 Точность методики расчета σСРt до начала плавления металла представляется возможным оценить прямыми измерениями, поскольку при этом условии σСРt равно среднему давлению в контакте, которое можно определить делением усилия сжатия электродов FЭ на его площадь SК:
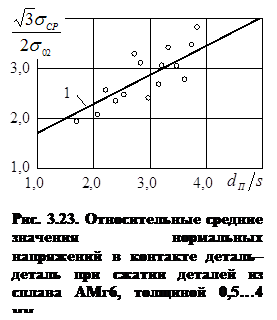
Точность методики расчета σСРt до начала плавления металла представляется возможным оценить прямыми измерениями, поскольку при этом условии σСРt равно среднему давлению в контакте, которое можно определить делением усилия сжатия электродов FЭ на его площадь SК: ![]() . Например, свариваемые детали сжимали между электродами на экспериментальной установке, описанной в п. 2.1.2 (рис. 2.7), и измеряли при этом контурную площадь контакта по методике угольных пленок (рис. 2.3). Затем определяли экспериментальные значения σСР и сравнивали их со значениями, рассчитанными по формуле (3.51). Пример такого сравнения для холодных контактов показан на рис. 3.23. Проведенные исследования показали удовлетворительную сходимость экспериментальных (показаны точками) и расчетных (кривая 1) значений напряжений в контактах.
. Например, свариваемые детали сжимали между электродами на экспериментальной установке, описанной в п. 2.1.2 (рис. 2.7), и измеряли при этом контурную площадь контакта по методике угольных пленок (рис. 2.3). Затем определяли экспериментальные значения σСР и сравнивали их со значениями, рассчитанными по формуле (3.51). Пример такого сравнения для холодных контактов показан на рис. 3.23. Проведенные исследования показали удовлетворительную сходимость экспериментальных (показаны точками) и расчетных (кривая 1) значений напряжений в контактах.
Все, сказанное выше, не противоречит существующим представлениям о распределении нормальных напряжений в контактах.
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев