Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
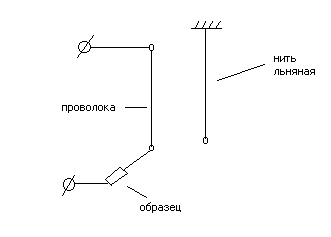
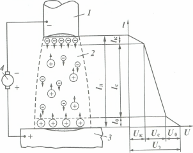
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Нагрев металла в зоне сварки и методы количественной его оценки
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
2.4. Нагрев металла в зоне сварки и методы количественной его оценки
Для решения технологических задач точечной сварки в большинстве случаев требуется определить количество теплоты, выделившееся в зоне сварки, и распределение в ней температуры. Характер температурного поля в зоне формирования соединения определяют в основном два процесса, одновременно протекающие и противоположно направленные: тепловыделение сварки и теплопередача из нее в окружающий холодный металл и электроды [2…4, 158].
Наиболее точные значения параметров тепловыделения и распределения температуры получают путем решения дифференциальных уравнений распределения потенциалов и теплопроводности. Вместе с тем, при проектировании технологий КТС в основном применяют приближенные инженерные методики расчетов этих параметров, поскольку они более наглядно отражают тепловые процессы, которые протекают в зоне формирования точечного сварного соединения, и, в ряде случаев, вполне удовлетворяют по точности расчетов.
2.4.1. Источники теплоты в зоне формирования сварного соединения
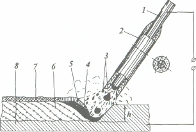
При КТС в зоне сварки действует несколько источников теплоты. Нагрев металла в зоне сварки происходит в основном за счет генерирования теплоты в свариваемых деталях, а также на электрических сопротивлениях участка электрод–электрод, при прохождении через них электрического тока (рис. 2.25).
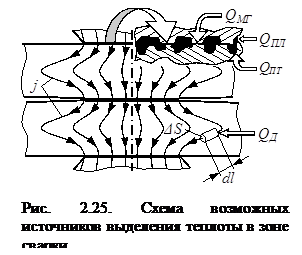 Основное количество теплоты, выделяющейся при прохождении сварочного тока, в процессе точечной сварки (> 90 % от общего его количества QЭЭ, выделяющегося за цикл сварки в зоне формирования соединения на участке электрод–электрод [3]) происходит в свариваемых деталях, где действует ее источник, распределенный в объеме металла деталей, проводящем электрический ток.
Основное количество теплоты, выделяющейся при прохождении сварочного тока, в процессе точечной сварки (> 90 % от общего его количества QЭЭ, выделяющегося за цикл сварки в зоне формирования соединения на участке электрод–электрод [3]) происходит в свариваемых деталях, где действует ее источник, распределенный в объеме металла деталей, проводящем электрический ток.
Линии электрического тока j в свариваемых деталях претерпевают заметные искривления, вследствие чего площадь элементарной силовой трубки тока ΔS меняется в зависимости от ее длины dl. С учетом этого суммарное количество теплоты QД, которое выделяется в деталях на собственно их сопротивлениях rД, может быть определено по закону Джоуля – Ленца, записанному следующим образом [4, 13]:
![]() , (2.19)
, (2.19)
где j — плотность тока; ρ — удельное электрическое сопротивление металла свариваемых деталей, по которому протекают линии тока j; S — площадь сечения, по которому растекаются линии тока; T и t — координаты температуры и времени.
Кроме того, некоторое количество теплоты (< 10 % от QЭЭ [3]) генерируется в контактах деталь–деталь и электрод–деталь и в областях прилегающим к ним, где, хотя и в относительно короткий период (~ 0,1tСВ), действуют ее плоские источники. В них генерируется теплота QМГ за счет электрического сопротивления микровыступов rМГ(T), непосредственно образующих контакт, которое в процессе сварки относительно быстро уменьшается вплоть до нулевых значений из-за деформирования (смятия) микровыступов вследствие их разупрочнения при увеличении температуры T, а также теплота QПЛ, которая генерируется за счет электрического сопротивления естественных оксидных пленок или (в некоторых случаях практики КТС) в искусственных покрытиях. Для условий КТС, характеризуемых непрерывным изменением силы сварочного тока и температуры металла в зоне формирования соединения, количество теплоты QМГ и QПЛ можно определить соответственно по следующим зависимостям [4, 13]:
![]() , (2.20)
, (2.20)
![]() . (2.21)
. (2.21)
При точных расчетах, как дополнительные источники теплоты следует учитывать теплоту QПТ, выделяющуюся в контактах электрод–деталь вследствие проявления эффекта Пельтье [9, 10, 159] или же вследствие проявления полупроводниковых свойств окисной пленки [160]. Теплота Пельтье генерируется по границам пленок с металлом или по границам жидкого металла с твердым, или же по границам разнородных металлов. Ее количество может быть определено по зависимости [4, 13]:
![]() , (2.22)
, (2.22)
где П(Т) — коэффициент Пельтье для данной границы.
Таким образом, общее количество теплоты QЭЭ, которое выделяется в зоне сварки при протекании через нее сварочного тока IСВ в течение длительности его импульса tСВ (времени сварки) может быть определено как сумма количеств теплоты, выделившейся на указанных выше источниках:
![]() . (2.23)
. (2.23)
При приближенных решениях задач технологии КТС, например при определении для конкретных условий сварки ориентировочных значений сварочного тока, теплоту, выделяющуюся в контактах, т. е. QМГ, QПЛ и QПТ, по зависимостям (2.20)…(2.22) не рассчитывают. И вообще ее, как правило, в расчетах не учитывают, или же учитывают усредненно через различные поправочные коэффициенты [2, 3, 15].
Таким образом, в технологических расчетах теплоту, выделяющуюся в зоне сварки QЭЭ, в основном определяют как теплоту QД, выделяющуюся только в свариваемых деталях. Поскольку в большинстве случаев температуру в зоне сварки усредняют, то зависимость (2.19) преобразуют виду
 , (2.24)
, (2.24)
где IСВ — сила сварочного тока, из которого при усреднении по времени силы сварочного тока IСВ и электрического сопротивления зоны сварки rЭЭ и получают расчетные зависимости типа (1.11) [2, 3].
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев