Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Критерий оценки режимов контактной точечной сварки
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
4.3. Критерий оценки режимов контактной точечной сварки
Описанное выше изменение основных термодеформационных процессов, протекающих в зоне сварки, показывает, что при устойчивом процессе формирования соединения в зоне сварки существует определенное соответствие между нагревом в ней металла и пластической его деформацией, и подтверждает, существовавшее ранее [3, 165, 185… 187] об этом предположение. Кроме того, взаимозависимость и взаимовлияние основных термодеформационных процессов, в особенности нагрева и пластической деформации металла, зависимость их от параметров режима точечной сварки, что количественно характеризуется критерием жесткости режимов контактной точечной сварки, подтверждает: саморегулирование процесса КТС существует.
В настоящее время оценку и сравнение режимов контактной точечной сварки по показателю их жесткости в основном производят только качественно, несмотря на то, что этот показатель является наиболее комплексным показателем из всех известных, предназначенных для решения этих задач. Это обусловлено тем, что, несмотря на известные предложения количественно оценивать жесткость режимов, например, по отношению отдельных параметров режима КТС, по показателям, представляющим собой различные интерпретации критерия Фурье и т. п., «абсолютный показатель степени жесткости режима пока не найден [15]» (см п. 1.3).
Общепринятым можно считать, что понятие «жесткость режима» отражает положение процесса КТС между его противоположными и предельными состояниями — непроваром и выплеском. К предельно мягким режимам относят такие режимы, при которых возникают непровары, а к предельно жестким — режимы, при которых возникают выплески. Соответственно и значения показателей жесткости таких режимов являются предельными. Например, в работе [4] указано, что при оценке жесткости режима по показателю K2 (см зависимость (1.8)) для любых сочетаний толщин и материалов деталей при K2 < 25 режимы КТС уже недопустимо мягкие, а при K2 > 50 — граница выплесков, т. е. режимы сварки уже предельно жесткие.
Вместе с тем, классификация режимов, отработанных практикой КТС (например, приведенных в табл. 4.5 и близких к рекомендуемым [2, 3, 7…11, 15] для данных деталей), по известным показателям жесткости (в частности, по критериям К1 (см зависимость (1.7)) и К2) показывает, что они не всегда располагаются в соответствии с этим понятием. Так, при оценке режимов по К1 не бесспорно соотношение их жесткости не только при различной толщине деталей, что объясняется не соблюдением в практике КТС критерия геометрического подобия сварных соединений (![]() [15] (см. зависимость 1.12)), но и при одинаковой толщине деталей, например, из сплава АМг6 и стали 12Х18Н10Т. Не бесспорно и то, что при оценке по К2 жесткость режимов КТС деталей из сплава АМг6 и стали 08кп примерно одинакова, а режимы КТС деталей из стали 12Х18Н10Т относятся к недопустимо мягким (К2 < 25) и их жесткость меньше, чем при КТС деталей из стали 08кп.
[15] (см. зависимость 1.12)), но и при одинаковой толщине деталей, например, из сплава АМг6 и стали 12Х18Н10Т. Не бесспорно и то, что при оценке по К2 жесткость режимов КТС деталей из сплава АМг6 и стали 08кп примерно одинакова, а режимы КТС деталей из стали 12Х18Н10Т относятся к недопустимо мягким (К2 < 25) и их жесткость меньше, чем при КТС деталей из стали 08кп.
Характеристики материалов, при которых проводили расчеты показателей жесткости режимов КТС, в частности, показателей К1 и К2, приведены в табл. 4.6.
Таблица 4.5
Результаты расчетов при сравнении режимов сварки по критериям
их жесткости КЖ, К1 и К2
| Мате | s | IСВ | tСВ | FЭ | dЯ | dП2 | dПС | ΔQЭЭ | η | Kσ | КЖ | К1 | К2 |
| мм | |||||||||||||
| Сплав АМгб | 0,5 | 33 | 0.04 | 2,0 | 4 | 4.9 | 3.7 | 0.24 | 0.12 | 2.86 | 2.27 | 0.14 | 48.9 |
| 1,0 | 42 | 0,06 | 4.0 | 5 | 6.7 | 5.3 | 0.62 | 0.16 | 2,80 | 2.12 | 0.38 | 44.4 | |
| 1,5 | 46 | 0.08 | 5.0 | 6 | 7.8 | 6.2 | 1.08 | 0,19 | 2.77 | 2.09 | 0.64 | 35.9 | |
| 2,0 | 55 | 0.10 | 7.0 | 7 | 9,5 | 7.5 | 1.88 | 0.21 | 2.74 | 2,05 | 0,91 | 35.1 | |
| 2,5 | 65 | 0.12 | 9.0 | 8 | 10,9 | 8.6 | 2.84 | 0,23 | 2.72 | 2.25 | 1.18 | 36,5 | |
| 3,0 | 73 | 0.16 | 12,0 | 9 | 12.5 | 9.9 | 4,41 | 0.24 | 2.70 | 2.26 | 1.28 | 35.5 | |
| 4,0 | 85 | 0,20 | 16.0 | 11 | 15.0 | 11,8 | 7,59 | 0,26 | 2.70 | 2,19 | 1.82 | 33,0 | |
| Сталь 12Х18Н10Т | 0,5 | 5 | 0.1 | 2.8 | 4 | 5.0 | 3.7 | 0.63 | 0.16 | 3.01 | 1.40 | 0,36 | 20.8 |
| 1,0 | 6 | 0.16 | 4.5 | 5 | 6.6 | 5.0 | 1.53 | 0,22 | 3.29 | 1.53 | 1.40 | 18,8 | |
| 1,5 | 7.5 | 0.22 | 6.5 | 6 | 7.8 | 6.0 | 2.87 | 0.26 | 3.37 | 1.46 | 2.29 | 19.9 | |
| 2,0 | 8.5 | 0,2Ь | 8,5 | 7 | 9.4 | 7.2 | 4.84 | 0,30 | 3.33 | 1.38 | 3,45 | 18,2 | |
| 2,5 | 10 | 0.32 | 10.5 | 8 | 10.5 | 8.1 | 7.07 | 0.32 | 3.58 | 1.45 | 4.37 | 19.8 | |
| 3,0 | 11.5 | 0.36 | 13,0 | 9 | 12.0 | 9.2 | 10.2 | 0.34 | 3.57 | 1,43 | 5.6 | 19,9 | |
| Сталь 08кп | 0,6 | 7 | 0.1 | 1.0 | 4 | 4.8 | 3,4 | 0.81 | 0,15 | 9.37 | 0,93 | 0.21 | 37,8 |
| 1,0 | 8.5 | 0.2 | 2.0 | 5 | 6.2 | 4.5 | 2.15 | 0.16 | 8,89 | 0.89 | 0.29 | 39.1 | |
| 1,5 | 10.5 | 0.34 | 3.5 | 6 | 7,9 | 5.8 | 4,96 | 0,17 | 8.22 | 0.92 | 0,38 | 31.4 | |
| 2,0 | 12 | 0.48 | 5.0 | 7 | 9.5 | 6.9 | 9.02 | 0.18 | 7.90 | 0,44 | 0,48 | 29,2 | |
| 2,5 | 13 | 0.6 | 6.5 | 8 | 10,8 | 8.0 | 13.7 | 0,19 | 7,73 | 0.87 | 0.61 | 25,8 | |
| Примечание. Расчеты проводили при | |||||||||||||
Основным общим недостатком известных показателей жесткости режимов КТС, в частности К1 и К2, является то, что они отражают только одну сторону процесса формирования соединения — выделение и перераспределение теплоты в зоне сварки. Вместе с тем, известно [16, 206], что устойчивое формирование соединения (без непроваров и выплесков) происходит в том случае, когда в течение всего процесса КТС обеспечивается определенное равновесное соотношение между нагревом и пластическим деформированием металла в зоне сварки. Его нарушение может привести к чрезмерно быстрому увеличению площадей контактов, уменьшению плотности тока, скорости нагрева и, в конечном итоге — к непровару. Противоположное отклонение перечисленных параметров приводит к выплеску.
На основе математических моделей термодеформационных процессов, протекающих в зоне сварки, и методик математического моделирования процесса точечной сварки на стадии нагрева, описанных выше (см. р. 3, и п. 4.1), разработан критерий оценки жесткости режима контактной точечной сварки [259]. Он комплексно учитывает влияние на формирование точечного сварного соединения тепловых и деформационных процессов, а также параметров режима сварки.
Таблица 4.2
Теплофизические характеристики материалов
| Материал | ТПЛ, | λ, | сm, | γ, | ρ0, | αρ, | σТ, |
| Сплав АМг6 | 620 | 100 | 820 | 2780 | 0.075 | 8·10-4 | 150 |
| Сталь12Х18Н10Т | 1440 | 16 | 460 | 7800 | 0,75 | 6·10-4 | 230 |
| Сталь 08 кп | 1530 | 63 | 470 | 7800 | 0.13 | 6·10-3 | 180 |
| Бронза БрХ | – | 360 | 410 | 8230 | – | – | – |
| Обозначение: αρ — температурный коэффициент увеличения ρТ. | |||||||
Физическая сущность этого критерия жесткости режима контактной точечной сварки основана на теоретических и экспериментальных исследованиях процессов КТС, частично описанных выше, которые показали, что существуют взаимосвязи между изменениями параметров термодеформационных процессов, протекающих в зоне формирования соединения, и устойчивостью процесса КТС против образования выплесков и непроваров. В частности, установлено, что изменение отношения скорости нагрева к скорости пластического деформирования металла в зоне сварки коррелируется с изменением устойчивости процесса против образования непроваров и выплесков при различных сочетаниях параметров режима КТС. Поэтому количественное значение отношения этих параметров может служить показателем жесткости режима КТС при любых сочетаниях толщин и материалов свариваемых деталей. Кроме того, значения этого показателя при КТС деталей из материалов, относящихся к одной группе свариваемости [15, 16], относительно стабильны. Поэтому при таких условиях они могут использоваться в качестве критериев оптимизации при выборе параметров режима КТС. Такие выводы можно подтвердить следующим.
Поскольку известные критерии (см. п. 1.3.5), которые описывают соотношение параметров, характеризующих процессы формирования точечных сварных соединений, в подавляющем большинстве безразмерны, то и критерий жесткости режима должен быть таким же. Это позволит сопоставлять результаты оценки разных режимов сварки деталей различных сочетаниях толщин и материалов свариваемых деталей. Поэтому изменение параметров должно выражаться в относительных единицах.
Нагрев металла зоны сварки в процессе формирования точечного сварного соединения можно описать функцией изменения его относительной температуры, имеющей следующий вид
![]() , (4.11)
, (4.11)
где Т — текущее значение средней температуры в зоне сварки; Т0 — характерное неизменное значение температуры.
Изменение деформированного состояния металла в зоне сварки в процессе формирования соединения можно описать функцией отношения давления в контуре свариваемого контакта (уплотняющего пояска диаметром dП), выраженного сжимающими напряжениями в его площади σ, которое обусловлено внешним силовым воздействием на детали, к сопротивлению деформации металла в области уплотняющего пояска σД:
![]() . (4.12)
. (4.12)
Это оправдано тем, что в любой момент процесса КТС, как это следует из уравнений термодеформационного равновесия (3.11) и (3.17), в свариваемом контакте среднее значение давления σ, обусловленного внешним силовым воздействием, уравновешивается противоположно направленными контактными напряжениями σZ, а также (после начала плавления металла) давлением РЯ расплавленного металла в ядре [218]. Величина σZ и РЯ, как это следует из зависимостей (3.51) и (3.59), пропорциональны сопротивлению деформации металла σД. В силу этого и изменение функции ![]() , пропорциональное σД, пропорционально также изменению площади свариваемого контакта. Поэтому можно считать, что изменение функции
, пропорциональное σД, пропорционально также изменению площади свариваемого контакта. Поэтому можно считать, что изменение функции ![]() адекватно отражает изменение деформированного состояния металла в зоне сварки.
адекватно отражает изменение деформированного состояния металла в зоне сварки.
Исходя из сказанного выше критерий жесткости режима точечной сварки КЖ, определяемый как отношение скоростей нагрева и пластического деформирования металла в зоне формирования соединения, можно выразить через отношение производных от функций (4.11) и (4.12) следующим образом:
 . (4.13)
. (4.13)
Принимая в качестве независимых переменных температуру Т и сопротивление деформации металла σД, в соответствии с теоремой Лагранжа зависимость (4.13) можно преобразовать к виду
 , (4.14)
, (4.14)
где Т1 и Т2, σД1 и σД2 — значения Т и σД соответственно в начале t1 и конце t2 рассматриваемого отрезка времени Δt = t2 - t1; ΔT — разность значений Т за время Δt; σ — среднее значение давления в отрезке времени Δt, равное ![]() ; σ1 и σ2 — значения σ соответственно в начале t1 и конце t2 рассматриваемого отрезка времени Δt.
; σ1 и σ2 — значения σ соответственно в начале t1 и конце t2 рассматриваемого отрезка времени Δt.
С относительно небольшой погрешностью можно допустить, что на стадии нагрева наиболее интенсивные термодеформационные процессы локализованы в зоне сварки объемом Vt, ограниченном внешними поверхностями деталей и цилиндрической поверхностью, направляющей которой является контур свариваемого контакта (см. п. 3.5.3, рис. 3.33). Тогда температуру Т в зависимости (4.13) можно выразить как среднее значение температуры в изменяющемся объеме Vt, а ее разность ΔT в зависимости (4. 14), обозначив ΔTС — через приращения теплосодержания ΔQ1 металла в объеме Vt, и тепловыделения ΔQЭЭ на участке электрод – электрод. Для этого, в частности, можно использовать известные решения по определению составляющих уравнения (2.27) теплового баланса при КТС. Тогда, определив теплосодержание ΔQ1 через теплоемкость и тепловыделение
 .
.
Приравняв правые части этих соотношений значение ΔTС можно выразить следующей зависимостью:
![]() ,
,
где dПС — среднее значение диаметра уплотняющего пояска dП при его изменении за период Δt от dП1 до dП2, равное ![]() ; ηТ — тепловой КПД процесса КТС, равный
; ηТ — тепловой КПД процесса КТС, равный ![]() ; АГ — коэффициент
; АГ — коэффициент
А. С. Гельмана (см. зависимость (2.16)), учитывающий уменьшение электрического сопротивления деталей за счет растекании линий тока; ρTC — среднее значение удельного электрического сопротивления ρT при его изменении за период Δt от ρT1 до ρT2, равное ![]() .
.
Теперь зависимость (4.14) можно преобразовать к следующему виду:
 . (4.15)
. (4.15)
Известно, что при встречающихся в практике КТС отношениях ![]()
![]() [10, 15]. Тогда можно принять, что в зависимости (4.15) отношение
[10, 15]. Тогда можно принять, что в зависимости (4.15) отношение ![]() . Поскольку σ — это среднее значение давления в отрезке времени Δt [см. зависимость (4.14)], а dПС — среднее значение диаметра уплотняющего пояска dП за этот же период, то в зависимости (4.15) выражение
. Поскольку σ — это среднее значение давления в отрезке времени Δt [см. зависимость (4.14)], а dПС — среднее значение диаметра уплотняющего пояска dП за этот же период, то в зависимости (4.15) выражение ![]() , где FЭ — усилие сжатия электродов. Тогда, зависимость (4.15) для расчетов показателя жесткости режима точечной сварки КЖ можно преобразовать к окончательному виду:
, где FЭ — усилие сжатия электродов. Тогда, зависимость (4.15) для расчетов показателя жесткости режима точечной сварки КЖ можно преобразовать к окончательному виду:
 , (4.16)
, (4.16)
где ![]() — коэффициент разупрочнения металла в объеме Vt;
— коэффициент разупрочнения металла в объеме Vt;
Т0 — температура металла перед сваркой, K.
Основной физический смысл показателя KЖ выражен зависимостью (4.13). Вместе с тем качественный анализ зависимости (4.16) позволяет детализировать его содержание. Так, из нее следует, что жесткость режима возрастает с увеличением силы сварочного тока IСВ, теплового КПД процесса точечной сварки ηТ, и удельного электрического сопротивления свариваемого металла ρTC, а также с уменьшением удельной теплоемкости ст и плотности γ последнего. Общеизвестно, что такое изменение перечисленных параметров приводит к увеличению тепловыделения и скорости нагрева металла в зоне сварки. К этому же приводит и повышение сопротивления деформации металла σД вследствие увеличения плотности тока в свариваемом контакте из-за уменьшения dП. Увеличение же усилия сжатия электродов FЭ приводит к противоположному изменению dП и уменьшению жесткости режима КТС.
Важным фактором, влияющим на жесткость режима, является разупрочнение металла в процессе КТС. Так, при его уменьшении Kσ → 1, а
KЖ → ∞. Это вполне согласуется с тем, что при увеличении сопротивления деформации металла давление в ядре увеличивается (см. зависимость (3.59)) и вероятность образования выплеска возрастает. Таким образом, при отсутствии разупрочнения металла, когда значения Kσ → 1, а KЖ → ∞, при реальных усилиях сжатия деталей образование выплеска становится практически неизбежным из-за увеличения давление расплавленного металла в ядре. Увеличение времени сварки, выраженного tСВ в числителе зависимости (4.16), также приводит к уменьшению показателя КЖ, т. к. при неизменном диаметре ядра, необходимо уменьшить сварочный ток IСВ, который в большей степени влияет на тепловыделение. Все это не противоречит существующим представлениям о процессе КТС.
В табл. 1 приведены результаты расчетов КЖ по зависимости (4.16), а также некоторых промежуточных параметров (ΔQЭЭ, ηТ, Kσ, dПС и dП2), достаточных для проведения проверочных расчетов. При расчетах KЖ изменение средней температуры деформируемого металла ТС, его сопротивления пластической деформации σД и диаметра уплотняющего пояска dП в процессе КТС определяли по методикам, описанным в п. 4.1.
При этом, как следует из результатов расчетов КЖ при КТС деталей разных толщин s из одного и того же материала при hЯ ≈ s, а Δt = tСВ значения ТС относительно стабильны. Так, например, при сварке деталей из сплава АМг6 ТС ≈ 560 °С, из сталей 12Х18Н10Т и 08кп — 1300 и 1380 °С соответственно. С учетом скрытой теплоты плавления металла в ядре это в определенной мере оправдывает допущение о том, что ТС ≈ ТПЛ в методиках расчетов ΔQ1 и ΔQЭЭ [3], по которым определяли их значения при расчетах значений теплового КПД ηТ.
Результаты расчетов, в частности, приведенные в табл. 1. показывают, что при оптимальных режимах КТС деталей разных толщин из материалов, относящихся к одной группе свариваемости, значения КЖ относительно стабильны. То есть, для этих условий КТС показатель КЖ обладает свойствами критерия. Но это означает
только то, что практикой КТС отработаны режимы, при которых устойчивость процессов сварки против выплесков и непроваров примерно одинакова, т. е. они имеют одинаковую жесткость. Так, например (рис. 4.23), различные сочетания IСВ, tСВ и FЭ
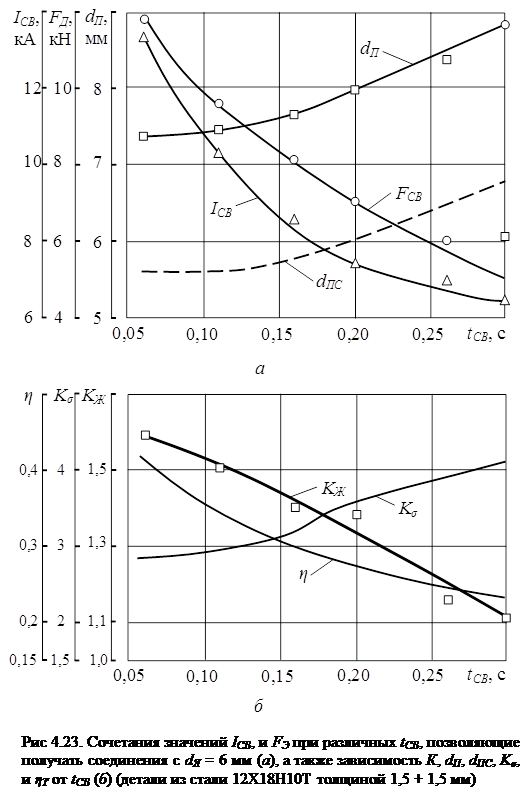 |
позволяют получать неизменный диаметр ядра dЯ (рис. 1, а), а также значения КЖ для этих режимов.
Из приведенного примера видно, что значения КЖ при уменьшении tСВ и неизменном dЯ отражают возрастающую жесткость режимов КТС, которая на практике проявляется в повышении проплавления деталей и склонности процесса к образованию выплесков.
Расчеты показателя жесткости режима КТС КЖ, проведенные по описанной выше методике для большого числа отработанных практикой режимов сварки, которые рекомендованы как наиболее оптимальные [3, 7…12, 15…17], показали следующее. Для режимов КТС, которые принято относить к режимам мягким значения показателя жесткости режима КТС КЖ < 1, а для режимов, которые принято относить к режимам жестким — КЖ > 2. Для режимов, которые обычно характеризуют как режимы средней жесткости, значения показателя жесткости КЖ = 1…2.
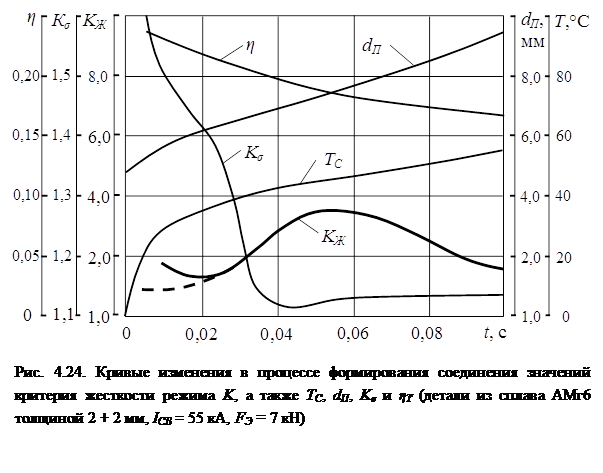
В отличие от известных аналогов значения критерия жесткости КЖ можно рассчитать по зависимости (4.16) для любого отрезка времени Δt процесса формирования соединения. Это позволяет определить жесткость режима КТС не только усредненно для всего времени сварки tСВ, по и на отдельных этапах формирования соединения. Так, на рис. 2 показано изменение показателя КЖ в процессе формирования соединения, рассчитанное с шагом Δt = 0,01 с. В этом случае расчет КЖ производится так же, как и при Δt = tСВ, за исключением того, что переменные параметры в зависимости (4.16) последовательно принимают свои текущие значения.
Результаты расчетов текущих значений КЖ в процессе формирования точечных соединений показывают, что при КТС с неизменными значениями силы сварочного тока IСВ, и усилия сжатия электродов FЭ показатель КЖ в период времени Δt ≈ 0,5…0,6tСВ достигает максимальных значений. Относительно невысокие его значения в начале процесса КТС обусловлены не низкой скоростью нагрева (согласно кривой изменения ТC в этот период она максимальна), а более высокой скоростью пластического деформирования металла. Высокая скорость пластического деформирования металла, является следствием с одной стороны, высокой скорости разупрочнения металла (см. изменение Kσ), а с другой стороны — относительно больших значений отношения ![]() в начале процесса формирования соединения. Бόльшие значения КЖ на рис. 2 в начале процесса формирования соединения обусловлены, по-видимому, допущением, что сварочный ток IСВ не меняется в течение процесса КТС. Если же учитывать реальное нарастание сварочного тока в этот период, определяемое индуктивностью сварочного контура, то изменение КЖ получается таким, как показано штриховой линией. В конце процесса, несмотря на то, что разупрочнение металла замедленно (Kσ ≈ 1,04), значения КЖ уменьшаются. Это обусловлено в основном увеличением в процессе КТС диаметра уплотняющего пояска, dП, и уменьшением теплового КПД ηТ, замедляющими рост температуры ТC.
в начале процесса формирования соединения. Бόльшие значения КЖ на рис. 2 в начале процесса формирования соединения обусловлены, по-видимому, допущением, что сварочный ток IСВ не меняется в течение процесса КТС. Если же учитывать реальное нарастание сварочного тока в этот период, определяемое индуктивностью сварочного контура, то изменение КЖ получается таким, как показано штриховой линией. В конце процесса, несмотря на то, что разупрочнение металла замедленно (Kσ ≈ 1,04), значения КЖ уменьшаются. Это обусловлено в основном увеличением в процессе КТС диаметра уплотняющего пояска, dП, и уменьшением теплового КПД ηТ, замедляющими рост температуры ТC.
Такое изменение показателя КЖ при формировании соединения, характерное для циклов КТС с неизменными величинами IСВ и FЭ свидетельствует о целесообразности применения циклов с программированным изменением параметров режима. В этом случае КЖ может быть использован как параметр оптимизации при определении программ изменения IСВ или FЭ. По-видимому, неслучайно и то, что при неизменных и близких к оптимальным значениях IСВ и FЭ, выплески обычно образуются в момент времени ![]() [3, 11, 15], т. е. при относительно высоких значениях КЖ.
[3, 11, 15], т. е. при относительно высоких значениях КЖ.
То, что показатель жесткости КЖ в действительности комплексно отражает взаимосвязь тепловых и деформационных процессов при КТС можно подтвердить и следующим.
Выразим в зависимости (4.16) значение температуры свариваемого металла перед сваркой Т0 (K) через температуру его плавления ![]() . Поскольку при оптимальных режимах КТС в момент
. Поскольку при оптимальных режимах КТС в момент ![]() средние значения диаметра уплотняющего пояска приближенно равны диаметру ядра
средние значения диаметра уплотняющего пояска приближенно равны диаметру ядра ![]() (см. табл. 1), то заменим в ней значения
(см. табл. 1), то заменим в ней значения ![]() на
на ![]() . После этого, умножив числитель и знаменатель зависимости (4.16) на
. После этого, умножив числитель и знаменатель зависимости (4.16) на ![]() , преобразуем ее к следующему виду при
, преобразуем ее к следующему виду при ![]() :
:
 . (4.17)
. (4.17)
Тогда второй множитель в зависимости (4.17), а также ее знаменатель представляют собой выражения известных критериев, разработанных для точечной сварки: числитель — это выражение критерия подобия тепловыделения KI, знаменатель — это выражение критерия подобия пластических деформаций KF при КТС (см зависимости (1.14) и (1.15)).
Следовательно, для случая технологических расчетов при ![]() зависимость (4.17) можно записать в следующем виде
зависимость (4.17) можно записать в следующем виде
 . (4.18)
. (4.18)
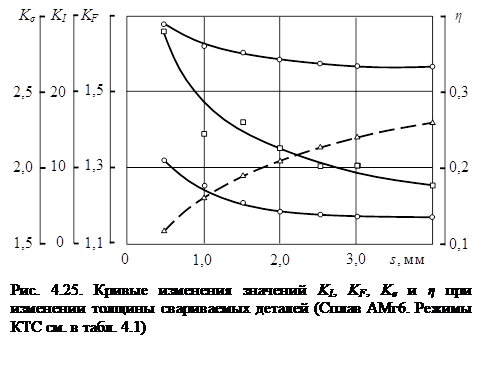
Известно, что при изменении толщины свариваемых деталей s значения критериев подобия тепловыделения KI и подобия пластических деформаций KF не остаются неизменными. Они изменяются вследствие того, что не соблюдается критерий геометрического подобия: (![]() [15] (см. зависимость 1.12)). На рис. 3 показано изменение значений KI и KF в зависимости от толщины свариваемых деталей, с увеличением которой значения KI и KF уменьшаются. В этих условиях значения показателя жесткости КЖ, в отличие от известных критериев и при изменении толщины деталей остаются неизменными. В основном это обусловлено увеличением теплового к. п. д. ηТ процесса КТС, которое наблюдается при увеличении толщины свариваемых деталей, так как влияние изменения разупрочнения металла относительно невелико (см. изменение Kσ). Такое изменение указанных параметров характерно для традиционных циклов сварки различных материалов всех толщин, встречающихся в практике контактной точечной сварки.
[15] (см. зависимость 1.12)). На рис. 3 показано изменение значений KI и KF в зависимости от толщины свариваемых деталей, с увеличением которой значения KI и KF уменьшаются. В этих условиях значения показателя жесткости КЖ, в отличие от известных критериев и при изменении толщины деталей остаются неизменными. В основном это обусловлено увеличением теплового к. п. д. ηТ процесса КТС, которое наблюдается при увеличении толщины свариваемых деталей, так как влияние изменения разупрочнения металла относительно невелико (см. изменение Kσ). Такое изменение указанных параметров характерно для традиционных циклов сварки различных материалов всех толщин, встречающихся в практике контактной точечной сварки.
Описанное выше математическое выражение показателя жесткости режимов контактной точечной сварки, который комплексно отражает взаимосвязь тепловых и деформационных процессов при формировании точечных сварных соединений. Он позволяет количественно оценить отношение скорости нагрева металла в зоне сварки к скорости его пластического деформирования как за цикл сварки в целом, так и его изменение в процессе КТС. Этот показатель позволяет количественно оценить соотношение жесткостей режимов сварки деталей различных сочетаний толщин и материалов, а также может быть использован как критерий оптимизации при выборе параметров режима КТС.
Таким образом, описанные выше в данном разделе методики расчетов изменения диаметра уплотняющего пояска как для традиционных способов КТС, так и способов КТС с обжатием периферийной зоны соединения, позволяют одновременно математически моделировать изменение параметров силового взаимодействия в контактах электрод-деталь и деталь-деталь, а также изменение параметров основных термодеформационных процессов при формировании точечных сварных соединений, таких как теплового состояния металла в зоне сварки, его разупрочнения и объемных пластических деформаций, изменения напряжений в контактах и давления расплавленного металла в ядре. Это позволяет для различных условий точечной сварки определять как характер их изменения, так и количественные их параметры, определять параметры их взаимозависимостей и взаимовлияний, влияние на их изменение параметров режимов и условий сварки, теплофизических характеристик свариваемых материалов и геометрических параметров соединяемых деталей.
Решение этих задач при разработке новых технологий КТС фактически позволяет математически моделировать процесс формирования точечных сварных соединений, чем значительно снижать трудоемкость выполнения этих работ.
[1] Здесь и далее символ t в индексе означает, что значение параметра относится к дискретному моменту времени t процесса формирования точечного сварного соединения.
[2] Здесь и далее в алгоритмах расчетов в скобках указываются номера зависимостей, по которым осуществляется расчет параметра.
[3] При машинном счете для предотвращения зацикливания рационально считать число j циклов и ограничивать их максимальное число
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев