Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
4.2.3. Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Параметры термодеформационных процессов, протекающих в зоне формирования соединения, зависят от многих факторов точечной сварки, в частности, рассмотренных выше. Кроме того, на них существенное влияние оказывают особенности технологий и параметры режимов точечной сварки, которое и рассмотрим ниже. В частности, исследованием влияния режимов сварки деталей из сплавов АМг6 и АМц, толщиной 1…4 мм, которые приведены в табл. 4.4, установлено следующее.
Таблица 4.4
Параметры режимов точечной сварки и размеры полученных соединений
| № п/п | Материал деталей | Толщина деталей, мм | Параметры режимов сварки | Размеры ядра | |||
| Время сварки tСВ, с | Сварочное усилие | Сварочный ток | Диаметр | Высота | |||
| 1 | АМг6 | 1 + 1 | 0,06 | 6,5 | 38 | 5,0 | 1,2 |
| 2 | 0,08 | 5,5 | 31 | 1,0 | |||
| 3 | 0,10 | 4,5 | 27 | 0,75 | |||
| 4 | 2 + 2 | 0,06 | 12,0 | 49 | 8,0 | 2,6 | |
| 5 | 0,08 | 42 | 2,1 | ||||
| 6 | 0,10 | 37 | 1,2 | ||||
| 7 | 3 + 3 | 0,16 | 20,0 | 76 | 10,0 | 4,0 | |
| 8 | 0,24 | 18,0 | 63 | 3,0 | |||
| 9 | 0,30 | 17,0 | 57 | 2,1 | |||
| 10 | 4 + 4 | 0,20 | 28,0 | 85 | 13,0 | 5,1 | |
| 11 | 0,26 | 77 | 3,9 | ||||
| 12 | 0,32 | 65 | 2,3 | ||||
| 13 | АМц | 1 + 1 | 0,06 | 2,5 | 34 | 5,0 | 1,25 |
| 14 | 0,08 | 26 | 1,0 | ||||
| 15 | 0,10 | 21 | 0,6 | ||||
| 16 | 2 + 2 | 0,10 | 7,0 | 51 | 8,0 | 2,7 | |
| 17 | 0,14 | 6,0 | 37 | 2,2 | |||
| 18 | 0,18 | 5,5 | 32 | 1,3 | |||
| 19 | 3 + 3 | 0,12 | 10,0 | 78 | 10,0 | 4,1 | |
| 20 | 0,16 | 62 | 3,2 | ||||
| 21 | 0,20 | 51 | 2,1 | ||||
| 22 | 4 + 4 | 0,16 | 18,5 | 82 | 13,0 | 4,9 | |
| 23 | 0,20 | 16,0 | 73 | 4,1 | |||
| 24 | 0,24 | 19,0 | 61 | 2,8 | |||
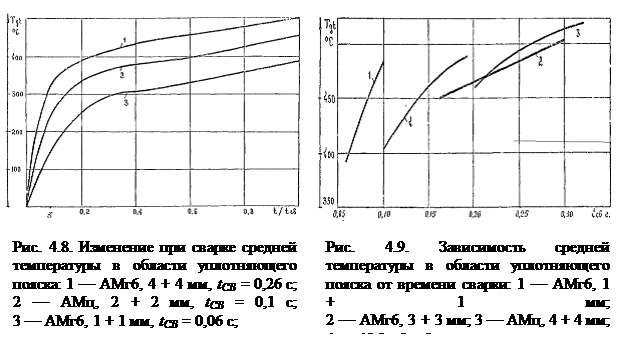
Температура деформируемого металла ТДt в зоне сварки является основным фактором, определяющим его сопротивление пластической деформации σДt. Многочисленные расчеты показали, что нагрев деформируемого объема металла в зоне сварки во время импульса сварочного тока протекает неравномерно (рис. 4.6, б, рис. 4.7, б). За первые 10…20 % от времени сварки tСВ он нагревается до температуры, которая составляет 65...85 % от конечных ее значений. Затем рост его температуры замедляется. При этом, в случае сварки электродами со сферической рабочей поверхностью рост температуры деформируемого металла наблюдается в течение всего периода действия импульса сварочного тока (рис. 4.6, б), то при сварке электродами с плоской рабочей поверхностью и, в особенности, с обжатием периферийной зоны соединений увеличение температуры деформируемого металла во второй половине периода их нагрева весьма ограничено (рис. 4.7, б).
Такое неравномерное увеличение температуры деформируемого металла (рис. 4.8) характерно для любых условий точечной сварки [203, 206, 214…216]. Это в дальнейшем было подтверждено и более точными тепловыми расчетами с решением дифференциальных уравнений, например, в работе [168].
Причинами такого изменения температуры являются, с одной стороны, радиальное перемещение от оси электродов границ деформируемого объема металла из-за увеличения диаметров уплотняющего пояска dПt и ядра расплавленного металла dЯt (см. рис. 4.4, 4.6, а, 4.7, а), а с другой — изменения условий процессов выделения и распространения теплоты. Во-первых, увеличение в процессе сварки площадей контактов деталь–деталь и электрод–деталь приводит к уменьшению электрического сопротивления зоны сварки (см. п. 2.3) и, как следствие—к уменьшению тепловыделения. Во-вторых, увеличение площадей контактов электрод–деталь приводит и к увеличению теплоотвода из зоны сварки. Кроме того, замедление увеличения температуры происходит из-за плавления металла в ядре, так как на это затрачивается часть вводимой энергии (см. п. 2.4).
Максимальная температура деформируемого объема металла, которой он достигает в конце процесса формирования соединения, в зависимости от условий сварки изменяется в относительно широких пределах, составляющих 60…95 % от температуры плавления ТПЛ свариваемого металла.
Изменение толщины свариваемых деталей в пределах 1…4 мм приводит к изменению температуры деформируемого металла, примерно на 5…15 % от ТПЛ. Причем, с увеличением толщины деталей она возрастает (рис. 4.8), что в основном объясняется уменьшением ее градиента в направлении координаты r.
Изменение времени сварки влияет на максимальную температуру металла в большей степени (рис. 4.9), чем изменение толщины деталей. Так, изменение времени сварки в пределах, применяемых в практике КТС режимов, приводит к изменению температуры металла на 10…25 % от ТПЛ. При этом с увеличением времени сварки (уменьшением жесткости режимов) она возрастает. Это обусловлено некоторым уменьшением градиента температуры в металле зоны сварки, прилегающем к ядру.
Такие результаты расчетов температуры металла в зоне сварки вполне согласуются с существующими представлениями, результатами экспериментальных и теоретических исследований процессов выделения и перераспределения теплоты в условиях формирования точечных сварных соединений.
Степень пластической деформации металла в зоне сварки монотонно увеличивается в течение всего процесса его нагрева, т. е. в течение длительности действия импульса сварочного тока при любых условиях точечной сварки. Причем, во время формирования соединения степень деформации увеличивается неравномерно (рис. 4.10). За первые 5…20 % от времени tСВ действия импульса сварочного тока она достигает значений, составляющих 25…40 % от конечных. После этого степень деформации металла в зоне сварки увеличивается практически линейно.
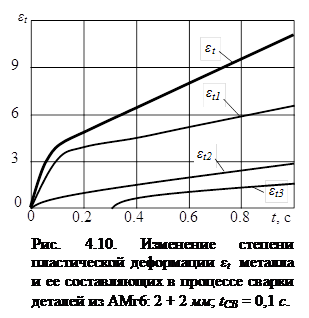 Динамика изменения степени пластической деформации металла в зоне сварки и ее величина определяются в основном его температурным расширением. Так, характер изменения εt в процессе формирования соединения определяется в основном ее приращением за счет температурного расширения εt1, (первое слагаемое в зависимости 3.78), плавления металла в ядре εt2 (второе слагаемое) и вдавливания электродов в поверхности деталей εt3 (третье слагаемое). В момент выключения тока при t = tСВ приращение степени пластической деформации за счет температурного расширения металла εt1, составляет 55…65 % от всей ее конечной величины εt, за счет вдавливания электродов в поверхности деталей εt2 — 20…30 %, за счет приращения объема металла ядра при его расплавлении εt3 — 8…17 %.
Динамика изменения степени пластической деформации металла в зоне сварки и ее величина определяются в основном его температурным расширением. Так, характер изменения εt в процессе формирования соединения определяется в основном ее приращением за счет температурного расширения εt1, (первое слагаемое в зависимости 3.78), плавления металла в ядре εt2 (второе слагаемое) и вдавливания электродов в поверхности деталей εt3 (третье слагаемое). В момент выключения тока при t = tСВ приращение степени пластической деформации за счет температурного расширения металла εt1, составляет 55…65 % от всей ее конечной величины εt, за счет вдавливания электродов в поверхности деталей εt2 — 20…30 %, за счет приращения объема металла ядра при его расплавлении εt3 — 8…17 %.
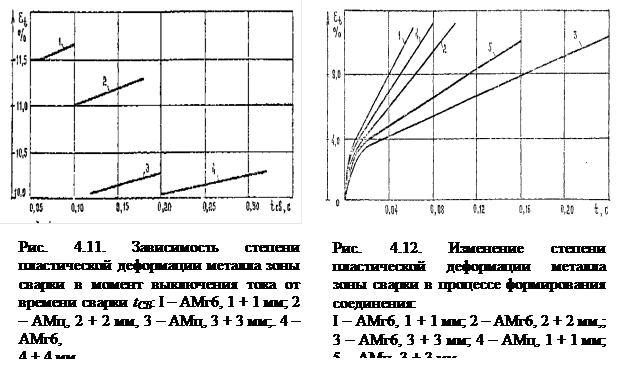
К моменту окончания импульса сварочного тока при t = tСВ степень пластической деформации металла в зоне сварки может достигать значений 12…15 %. При проплавлении деталей на 40…60 %, которое наиболее характерно для большинства соединений в практике точечной сварки, конечная степень деформации составляет 9…12 %.
При сварке на жестких режимах с меньшей длительностью импульса сварочного тока степень деформации на 5…12 % меньше, чем на мягких (рис. 4.11). Это объясняется большим градиентом температуры металла в зоне сварки и большей зоной его нагрева.
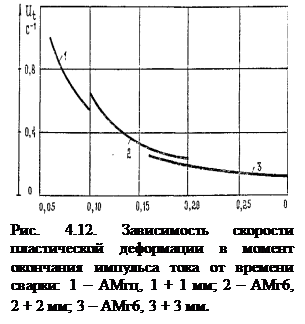
С увеличением толщины свариваемых деталей от 1 до 4 мм степень пластической деформации металла в зоне сварки также уменьшается на 8…14 % (рис. 4.12), что объясняется в основном увеличением зоны нагрева при формировании точеного сварного соединения.
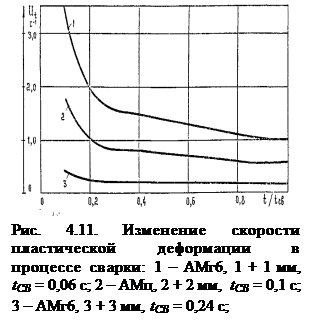
 Скорость пластической деформации ut металла в зоне сварки изменяется в соответствии с изменение степени его деформации (рис. 4.13), поскольку является ее производной (см зависимость 3.79).
Скорость пластической деформации ut металла в зоне сварки изменяется в соответствии с изменение степени его деформации (рис. 4.13), поскольку является ее производной (см зависимость 3.79).
Наибольшие ее значения наблюдаются в начале процесса нагрева и составляют через 10 % от времени tСВ действия импульса сварочного тока 0,2…3,6 с-1. В процессе формирования соединения скорость деформации металла зоны сварки уменьшается неравномерно. За последующие 10…15 % от времени нагрева она уменьшается на 20…60 % от значений, которые были при t ≈ 0,1tСВ . После этого она либо монотонно уменьшается до конечных значений, либо остается практически неизменной.
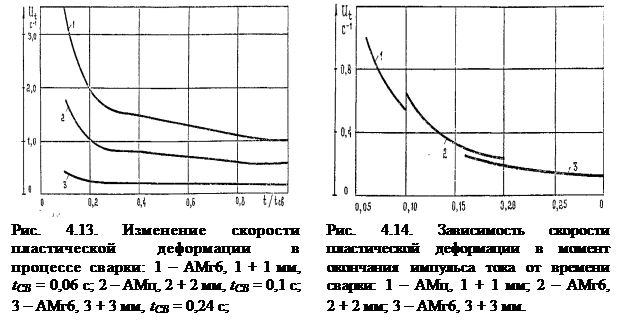
С увеличением жесткости режима сварки скорость деформации возрастает (рис 4.14). Причем, в начале процесса сварки она возрастает примерно в 2,5…3,5 раза, а в конце процесса нагрева — в 1,5…2.5 раза. С увеличением же толщины свариваемых деталей от 1 до 4 мм она уменьшается в 5…6 раз. Это в основном обусловлено увеличением времени сварки tСВ, поскольку степень εt деформации металла зоны сварки с увеличением толщины деталей уменьшается всего на 8…14 %.
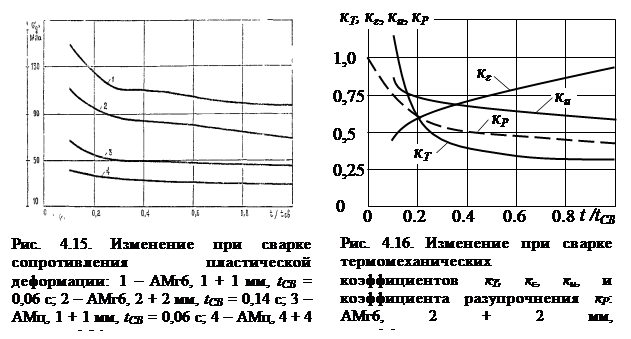
Сопротивление пластической деформации σДt металла в области уплотняющего пояска в процессе КТС монотонно уменьшается (рис. 4.15).
Причем, уменьшение сопротивления пластической деформации происходят неравномерно, что обусловлено, в основном, неравномерным изменением теплового состояния металла в области уплотняющего пояска (см. рис. 4.6, б и 4.7, б). Наибольший градиент его уменьшения, как и уменьшения температуры, наблюдается в первые 10 ¸ 25 % от времени tСВ длительности импульса сварочного тока. Это является следствием того, что основным фактором, определяющим сопротивление пластической деформации металла процессе формирования точечного сварного соединения, является его температура. Такое заключение подтверждается характером изменения при сварке термомеханических коэффициентов кТ, кε, ки (рис. 4.16) и их соотношением в дискретные моменты процесса формирования соединения, а также характером изменения их комплексного воздействия на металл зоны сварки, которое можно охарактеризовать коэффициентом разупрочнения ![]() (см. зависимость (3.60)).
(см. зависимость (3.60)).
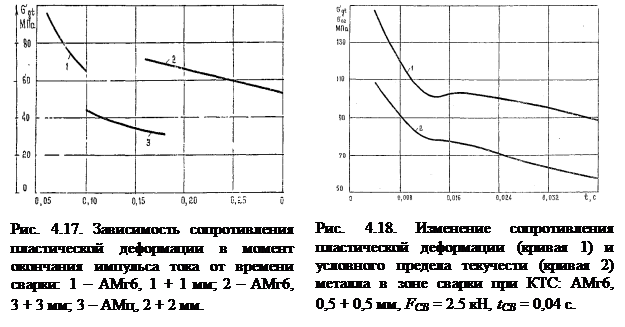
С увеличением жесткости режима сварки сопротивление пластической деформации металла увеличивается в довольно широком диапазоне (на 15…80 %) (рис. 4.17). При этом кратность его увеличения возрастает с повышение прочности металла. С увеличением толщины свариваемых деталей от 1 до 4 мм сопротивление пластической деформации уменьшается: при сварке на жестких режимах — в 1,5…2 раза, а при сварке на мягких режимах — на 10…30 %. Причем кратность уменьшения в начале процесса сварки больше, чем в конце импульса тока и зависит она как от теплофизических свойств металла, так и от параметров режима сварки.
Основным фактором, определяющим сопротивление пластической деформации металла при сварке, является его температура. Вместе с тем и роль степени и скорости пластической деформации металла, как упрочняющих факторов, весьма существенна. Они повышают сопротивление пластической деформации металла зоны сварки на 30…60 % по сравнению со статическим пределом текучести при той же температуре. На рис. 4.18 показано изменение в процессе сварки сопротивления пластической деформации металла (кривая 1) рассчитанное по вышеописанной методике и изменение предела текучести металла (кривая 2) для той же температуры. Поэтому при решении теплодеформационных задач точечной сварки, определяя механические характеристики металла зоны формирования соединения, следует учитывать процессы его упрочнения и разупрочнения, в особенности при сварке деталей малых толщин на жестких режимах.
Среднее значение напряжений в площади уплотняющего пояска и
давление расплавленного металла в ядре в процессе формирования соединения монотонно уменьшаются (рис. 4.19 и 4.20). Это обусловлено тем, что их величину σСРt и РЯt (см. зависимости (3.51) и (3.59)) в основном определяют одни и те же параметры деформационных процессов: сопротивление деформации металла в области уплотняющего пояска σДt и ширина уплотняющего пояска, которая в зависимости (3.51) выражена разностью диаметров уплотняющего пояска dПt и ядра dЯt, а в зависимости (3.59) — их отношением. А поскольку при любых условиях точечной сварки, как было показано выше, и сопротивление деформации металла, и ширина уплотняющего пояска в процессе формирования соединения на стадии нагрева всегда уменьшаются, то вследствие этого уменьшается и величина напряжений в площади уплотняющего пояска, и давление расплавленного металла в ядре. Их значения к концу процесса нагрева монотонно приближаются к величине сопротивления деформации металла в области уплотняющего пояска.
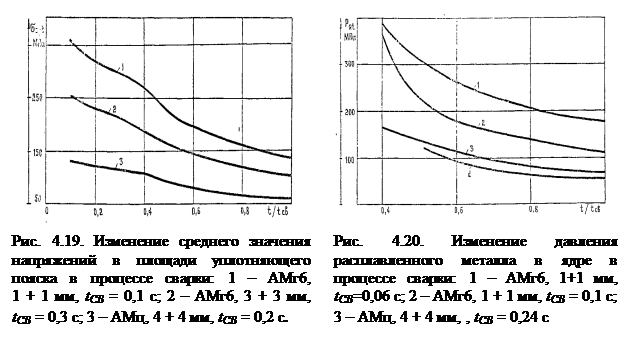
С увеличением жесткости режимов сварки как среднее значение напряжений в площади уплотняющего пояска (рис. 4.21), так и давление расплавленного металла в ядре (рис. 4.22) увеличивается. Это в основном является следствием увеличения сопротивления пластической деформации металла в области уплотняющего пояска из-за снижения в нем средней температуры, которое происходит вследствие увеличения в в области уплотняющего пояска ее градиента.
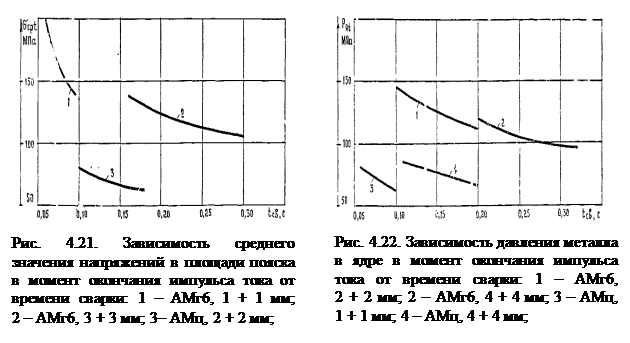
С увеличением толщины свариваемых деталей как среднее значение нормальных напряжений в площади уплотняющего пояска, так и давление расплавленного металла в ядре уменьшаются. Основной причиной этого является то, что с увеличением толщины свариваемых деталей увеличивается и разогрев металла в области уплотняющего пояска. Кроме того, с увеличением толщины свариваемых деталей весьма существенно уменьшается скорость пластической деформации металла и, следовательно, его влияние как упрочняющего фактора. Изменение этих факторов приводит к уменьшению сопротивления пластической деформации металла и, в конечном итоге, к уменьшению напряжений в площади уплотняющего пояска и давления расплавленного металла в ядре.
Таким образом, параметры основных термодеформационных процессов, протекающих в зоне формирования точечных сварных соединений, существенно зависят от параметров режимов сварки. Вследствие этого выбор оптимальных параметров режима КТС является исходным условием устойчивого протекания процесса формирования соединении и получения его высокого качества. Наиболее комплексным показателем оптимальности режимов контактной точечной сварки для конкретных ее условий является показатель их жесткости, который рассмотрен ниже.
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев