Сущность И технологии традиционных способов контактной точечной сварки
Основные технологические приемы контактной точечной сварки
Технологические приемы традиционных способов контактной точечной сварки
Параметры режимов — факторы регулирования процесса точечной сварки
Усилие сжатия электродов
Критерии подобия для определения режимов сварки
Деформирование свариваемых деталей при их сближении
Формирование контактов при сжатии деталей электродами
Формирование механических контактов
Формирование электрических контактов
Электрические сопротивления контактов при точечной сварке
Электрические сопротивления собственно свариваемых деталей
Нагрев металла в зоне сварки и методы количественной его оценки
Температурное поле в зоне формирования соединения
Методики экспериментальных исследований макродеформаций металла в зоне сварки
Математические модели основных термодеформационных процессов, протекающих в зоне точечной сварки
Способ контактной точечной сварки с обжатием периферийной зоны соединений вне контура уплотняющего пояска
Математическая модель термодеформационного равновесия процесса контактной точечной сварки с обжатием периферийной зоны соединения
Оценка теплового состояния зоны сварки на стадии нагрева
Методика расчета среднего значения нормальных напряжении в контакте деталь - деталь
Методика расчета давления расплавленного металла в ядре
Методики определения параметров термодеформационных процессов в условиях формирования точечного сварного соединения
Методики расчета изменения диаметра уплотняющего пояска в процессе контактной точечной сварки
Методика расчета изменения диаметра уплотняющего пояска при контактной точечной сварки с обжатием периферии соединения
Изменение параметров термодеформационных процессов при традиционных способах точечной сварки
Особенности термодеформационных процессов при точечной сварке с обжатием периферийной зоны соединения
Влияние режимов сварки на параметры термодеформационных процессов, протекающих в зоне формирования соединения
Критерий оценки режимов контактной точечной сварки
Навигация
Технологические приемы традиционных способов контактной точечной сварки
Основы теории и технологии контактной точечной сварки
318063
знака
13
таблиц
95
изображений
1.2.2. Технологические приемы традиционных способов контактной точечной сварки
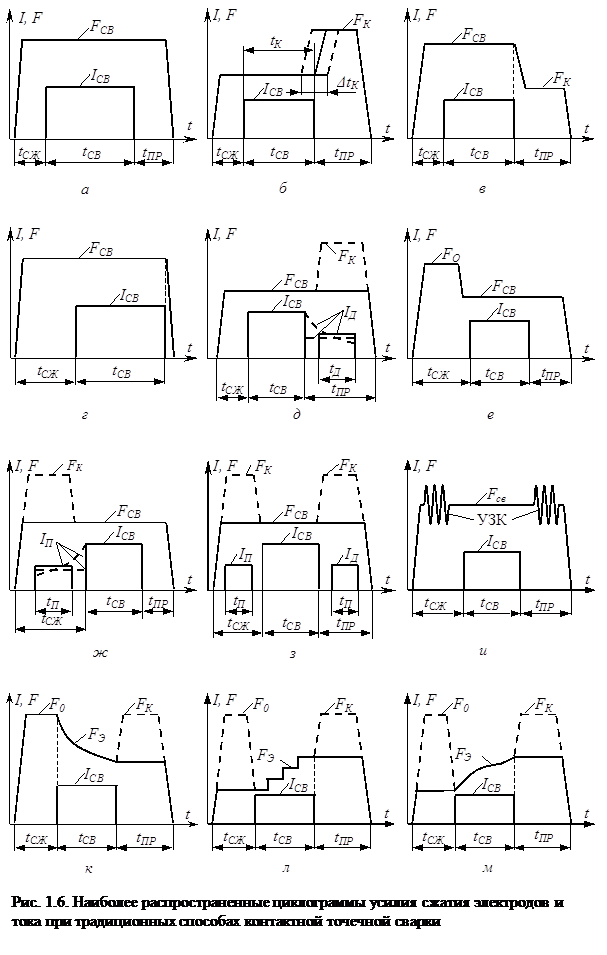
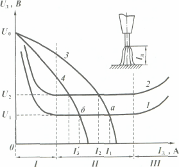
Среди циклов традиционных способов КТС (рис. 1.6), по-видимому, наиболее распространенным является цикл изменения параметров режима (рис. 1.6, а), предложенный еще Н. Н. Бенардосом. При сварке по этому циклу детали сжимают токопроводящими электродами (см. рис. 1.1) неизменным усилием FСВ и через определенное время сжатия tСЖ пропускают импульс сварочного тока заданной силы IСВ и длительности tСВ, а затем через определенное время проковки tПР, достаточное для кристаллизации и охлаждения зоны сварки, усилие сжатия электродов снимают. Его технологические возможности до настоящего времени удовлетворяют требованиям практики КТС не только сварки деталей из малоуглеродистых сталей в автомобиле- и сельхозмашиностроении [10, 17], но и сварки некоторых специальных сталей и сплавов [9, 15].
С целью предотвращения образования в ядре дефектов усадочного характера (трещин, пор) при сварке деталей из материалов, склонных к их образованию, например, относительно толстых деталей или деталей, склонных к закалке, а также деталей из высокопрочных материалов, применяют цикл (рис. 1.6, б), в котором при кристаллизации расплавленного металла в ядре и охлаждения зоны сварки (в период tПР проковки) усилие сжатия электродов увеличивают (прикладывают ковочное усилие FК). Этим увеличивают в ней степень пластической деформации металла, компенсирующей его усадку при кристаллизации и охлаждении.
Величину ковочного усилия FК [3]:
![]() , (1.4)
, (1.4)
и момент его приложения tК (![]() ) задают с учетом термодеформационных процессов, протекающих в зоне сварки, и увеличивают обычно монотонно с заданной скоростью, но иногда и ступенчато. И все же достичь поставленной цели только приложением FК не всегда удается, поскольку его величина ограничивается прочностью электродов и техническими возможностями машин точечной сварки [14...19, 32...37].
) задают с учетом термодеформационных процессов, протекающих в зоне сварки, и увеличивают обычно монотонно с заданной скоростью, но иногда и ступенчато. И все же достичь поставленной цели только приложением FК не всегда удается, поскольку его величина ограничивается прочностью электродов и техническими возможностями машин точечной сварки [14...19, 32...37].
В технологии КТС известны и циклы (рис. 1.6, в), при осуществлении которых в период проковки соединения tПР усилие сжатия электродов не только не увеличивают, но даже и уменьшают [38]. Например, при сварке свинцовых деталей со стальными.
При сварке деталей из углеродистых и низколегированных сталей с целью предотвращения образования в соединении закалочных структур и трещин путем уменьшения скорости его охлаждения применяют цикл
(рис. 1.6, г), в котором сжатие деталей электродами вообще прекращают одновременно с окончанием импульса сварочного тока [39]. Для решения этой же задачи, а также с целью улучшения условий проковки соединений и уменьшения требуемой величины ковочного усилия, а иногда для термообработки соединения в сварочных электродах применяют цикл, в котором после окончания импульса сварочного тока IСВ в период проковки соединения tПР пропускают дополнительный подогревающий импульс тока IД (рис. 1.6, д). Дополнительный подогревающий импульс тока IД, уменьшающий сопротивление деформации металла в зоне сварки, может применяться в сочетании с любой циклограммой изменения усилия сжатия электродов. Подогревающий ток пропускают обычно в виде отдельного дополнительного импульса IД, но иногда и как модулированное продолжение импульса сварочного [3, 11, 15, 16, 40…46].
Для получения оптимальных значений начальных электрических сопротивлений в контактах, в особенности при сварке деталей из высокопрочных материалов или деталей с относительно невысоким качеством подготовки поверхностей, в практике точечной сварки применяют цикл (рис 1.6, е), в котором перед импульсом сварочного тока в период сжатия деталей tСЖ производят их обжатие повышенным усилием сжатия электродов F0 (усилием обжатия). Этот технологический прием используют и для предупреждения наружных и внутренних начальных выплесков, а также для вытеснения пластичных прослоек грунта, клея [3, 9, 11, 15, 16]. Величину усилия предварительного обжатия деталей обычно принимают равной величине ковочного усилия [3]:
![]() . (1.5)
. (1.5)
Причем, применение при КТС равных усилий обжатия и проковки соединения упрощает конструкцию приводов сварочных машин.
Однако в ряде случаев только предварительным обжатием деталей не удаётся получить оптимальные значения начальных электрических сопротивлений в контактах. В этом случае применяют цикл (рис 1.6, ж), в котором металл в зоне сварки предварительно, перед сварочным импульсом IСВ, подогревают отдельным либо совмещенным со сварочным дополнительным подогревающим IП импульсом тока [3, 14, 15, 47…49].
Последние исследования процессов КТС показывают, что во многих случаях точечной сварки стабилизировать процесс формирования соединения можно интенсификацией микро- и макропластических деформаций металла в зоне сварки путем уменьшения его сопротивления пластической деформации на стадиях сжатия и проковки соединения. В таких случаях одном цикле рационально использовать и предварительный, и дополнительный подогревающие импульсы тока, в частности, даже при сварке деталей из легких сплавов [3, 50]. Подогревающие импульсы тока IП и IД можно использовать в сочетании с любой циклограммой изменения усилия сжатия электродов (рис 1.6, з). Для достижения указанных выше целей иногда используют цикл (рис. 1.6, и), в котором до импульса сварочного тока и после его окончания, осуществляют колебания электродов с инфразвуковой, звуковой [51], или ультразвуковой [52, 53] частотой.
В ряде случаев, например, при сварке деталей из жаропрочных материалом, рационально применять даже цикл (рис 1.6, к), в котором усилие сжатия электродов FЭ во время tСВ действия импульса сварочного тока уменьшают по определенной программе [54].
Кроме того, программированное изменение усилия сжатия электродов во время импульса сварочного тока позволяет повысить и энергетическую эффективность процесса КТС, а также его устойчивость против образования непроваров. Для достижения этих целей применяют циклы, в которых усилие сжатия электродов в процессе сварки изменяют. Причем, в процессе КТС усилие сжатия электродов чаще всего увеличивают от начального до конечного его значения. И осуществляют это ступенчато (рис. 1.6, л) или монотонно (рис 1.5, м) [10, 15, 18, 54...58].
Нагрев металла в зоне сварки осуществляют обычно одним импульсом сварочного тока и регулируют изменением его силы и длительности. Форму импульса тока при сварке на серийных машинах, как правило, не регулируют. Характер его нарастания и спада определяется естественным модулированием, зависящим от индуктивности вторичных контуров сварочных машин (рис 1.2). Это обусловлено ограниченными возможностями изменения силы сварочного тока путем фазового его регулирования при небольшой длительности импульсов и промышленной частоте тока 50 Гц. Только при сварке сталей на машинах переменного тока, иногда представляется возможным регулировать нарастание и спад импульса тока, а также регулировать спад тока при сварке деталей из легких сплавов, на низкочастотных машинах и машинах постоянного тока [2…4, 7...19].
1.2.3. Контактная точеная сварка с обжатием периферийной зоны
соединений
Выше было показано, что традиционные способы КТС отличаются весьма большим многообразием используемых технологических приемов. Несмотря на это уровень дефектности сварных точек в серийном производстве даже при изготовлении узлов летательных аппаратов, достигает
5 % [32]. В условиях точечной сварки в обычных отраслях машиностроения он еще выше. Это говорит о том, что традиционные способы практически исчерпали свои технологические возможности. В этой связи весьма перспективным направлением развития технологии КТС является совершенствование и разработка новых способов точечной сварки с целенаправленным программированным воздействием на процесс формирования соединения. Одним из таких перспективных способов КТС является так называемая «контактная точечная сварка с обжатием периферийной зоны соединений» [3, 16].
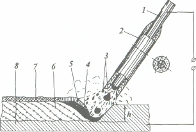
При контактной точечной сварке с обжатием периферийной зоны соединений (рис. 1.7) свариваемые детали сжимают токопроводящими электродами усилием FЭ и прикладывают вокруг них обжимными втулками автономное дополнительное сжимающее усилие F0 (усилие обжатия).
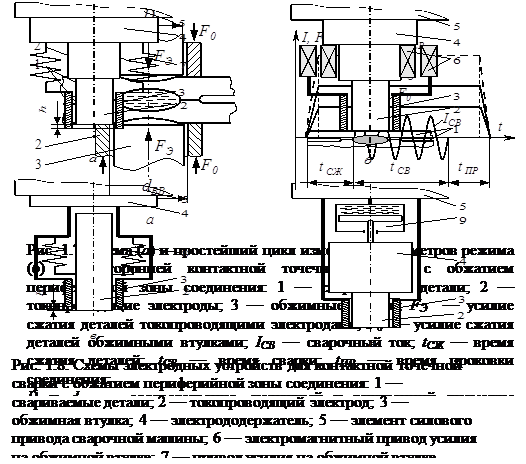 |
В основе способов КТС с обжатием периферийной зоны соединений лежит изобретенный в 1930 г. П. Н. Львовым специальный электрод
(рис. 1.8) [59]. Этот электрод (рис. 1.8, а) содержит собственно токопроводящий электрод 2 и концентрично расположенный вокруг него силовой пуансон (обжимную втулку) 3, соединенный с приводом обжатия, которым служит упругий элемент 7.
Данное электродное устройство позволяет общее усилие сжатия деталей FСВ, которое задают приводом сварочной машины, разделить на две его составляющих. Одна его часть FЭ (см. рис. 1.7, а), как и при традиционных способах КТС, сжимает свариваемые детали посредством токопроводящих электродов в центральной части зоны формирования соединения (над ядром). Другая же его часть F0 — посредством силовых пунсонов обжимает свариваемые детали в периферийной ее области (в области уплотняющего пояска). Таким образом, в силу конструктивных особенностей данное электродное устройство предопределяет основные признаки способа КТС с обжатием периферийной зоны соединений в области уплотняющего пояска [16, 60], при котором в любой момент соотношение усилий определяется следующей зависимостью (см. рис. 1.7, б):
![]() . (1.6)
. (1.6)
Проведенные за истекший период исследования показали высокую эффективность данного способа КТС по предотвращению выплесков и непроваров. Устойчивость процесса формирования соединения против образования выплесков повышается вследствие увеличения усилия сжатия деталей в области уплотняющего пояска [3, 16, 61]. Устойчивость же процесса сварки против образования непроваров можно повысить вследствие уменьшения вероятности образования выплесков при обжатии периферии соединения, проводя сварку на более жестких режимах [3, 16]. Кроме того, обжатие периферийной зоны соединений позволяет предотвращать дефекты усадочного характера (трещины, поры) [62], уменьшить глубину вмятин от электродов, зазоры между деталями в нахлестке и ее ширину [3, 16]. Применение этого способа КТС позволяет также увеличить прочность соединений, в том числе и динамическую, путем прогиба деталей в направлении оси электродов до начала импульса тока [63], обжатием во время его действия [16] или же проковкой периферии соединения на стадии охлаждения зоны сварки [64].
Наряду с выявлением технологических возможностей способа КТС с обжатием периферийной зоны соединений совершенствовались и конструкции электродных устройств для их осуществления. В результате был разработан ряд электродных устройств (рис 1.8), отличающихся в основном конструкциями приводов усилий на электроде или обжимной втулке.
Весьма привлекательной, позволяющей получить практически любую программу изменения усилия обжатия F0, кажется конструкция устройства (рис. 1.8, б) с электромагнитным приводом 6 усилия на обжимной втулке 3 [65]. Однако в нем усилие F0 зависит от осевого смещения втулки 3 относительно токопроводящего электрода 2, что уменьшает стабильность усилия обжатия вследствие отклонений глубины вдавливания электрода в поверхности детали 1. Кроме того, при современных токопроводящих материалах электромагнитный привод должен иметь катушку значительных геометрических размеров, чтобы получить требуемые усилия обжатия (![]() ). Это затрудняет использование данного электродного устройства в практике КТС.
). Это затрудняет использование данного электродного устройства в практике КТС.
Следует отметить, что конструкции электродных устройств с упругими элементами в приводах усилия на обжимной втулке F0 (рис. 1.8, а) или усилия на токопроводящем электроде FЭ (рис. 1.8, в) проработаны более глубоко. В них требуемые усилия обеспечиваются путем деформации упругих элементов 7 или 8 на заранее установленную величину h при сжатии деталей. В первой конструкции таких электродных устройств [59, 66…68] усилие FЭ на электроде 2 задается приводом машины посредством силового элемента 5, а на обжимной втулке 3 — упругим элементом 7 (рис. 1.8, а). Во второй же конструкции (рис. 1.8, в) наоборот — привод машины 5 задает усилие обжатия F0 на обжимной втулке, а на токопроводящем электроде 2 усилие FЭ задается упругим элементом 8 [69].
Несмотря на некоторые конструктивные различия, эти электродные устройства имеют одинаковые преимущества (относительно простую конструкцию и малые габаритные размеры) и общий недостаток — усилия F0 (рис. 1.8, а) или FЭ (см. рис. 1.8, в) также зависит от перемещения обжимной втулки 3 относительно токопроводящего электрода 2. Это приводит к их отклонениям при сварке вследствие вдавливания токопроводящих электродов 2 в поверхности деталей 1. Кроме того, конструкции этих электродов не вполне удовлетворяют требованиям по технологичности, так как очень трудоемка настройка электрода на требуемое при сварке усилие обжатия вследствие высокой жесткости упругого элемента.
По-видимому, их использование возможно при сварке деталей малых толщин, когда величины усилий FЭ и F0 , а следовательно и жесткость упругих элементов, а также взаимные осевые смещения электрода и втулки в процессе формирования соединений относительно малы. В этом случае отклонения силового воздействия на детали от заданных значений в меньшей степени влияет на качественные показатели соединений ввиду кратковременности цикла сварки и инерционности механических процессов в силовых приводах сварочных машин.
Наиболее приемлемым для сварки деталей малых, средних и больших толщин является электродное устройство с гидравлическим приводом [70]. В нем (рис. 1.8, г) усилие F0 на обжимной втулке 3 задается приводом машины посредством силового элемента 5, а усилие FЭ на токопроводящем электроде 2 — гидроприводом 9. Достоинством данной конструкции является то, что гидропривод можно расположить в верхней части электрододержателя 4 и уменьшить габариты рабочей части устройства. Но это усложняет подвод тока к подвижному электрододержателю 4. Такой привод позволяет получать стабильные усилия, независящие от осевого смещения обжимной втулки относительно электрода. Здесь следует отметить, что для него не разработаны специализированные устройства, которые задавали бы требуемое для КТС давление рабочей жидкости.
Широкому использованию в условиях реального производства способов КТС с обжатием периферийной зоны соединения, несмотря на их высокую технологическую эффективность, препятствуют рабочие характеристики электродных устройств, в первую очередь относительно низкая стойкость токопроводящего электрода 2. Это обусловлено тем, что обжатие деталей в области уплотняющего пояска диаметром dП вызывает необходимость уменьшения внутреннего диаметра dВВ обжимной втулки 3 и, следовательно, наружного диаметра DЭ рабочей части электрода 2 до значений, близких к диаметру ядра dЯ, которые значительно меньше стандартных. Поэтому увеличивается уровень сжимающих напряжений в рабочей части электрода 2, ухудшается температурный режим его работы из-за повышения плотности сварочного тока и затрудненного охлаждения. В результате интенсифицируются пластические деформации в приконтактных объемах металла электродов и процессы взаимодействия металлов в контактах электрод-деталь.
Таким образом, формирование точечных сварных соединений как при традиционных способах сварки, так и при сварке с обжатием периферийной зоны соединений происходит по единой схеме и способы КТС различаются между собой в основном количественными параметрами термодеформационных процессов, протекающих в зоне сварки на разных этапах формирования соединения, которые определяются внешним энергетическим и силовым воздействием на металл зоны сварки (параметрами режима). Процесс КТС с обжатием периферийной зоны соединений предоставляет больше возможностей силового воздействия на зону сварки и потому весьма перспективен в технологическом плане.
Похожие работы

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев