Технологический
раздел
Сборочные
единицы крепления
ДВС
Установка
призонных
болтов
Модернизация
судового дизеля
Тепловой расчёт
цикла модернизируемого
дизеля
Расчёт
на прочность
основных деталей
модернизируемого
ййййдизеля
Расчёт
на прочность
поршня, поршневого
пальца и поршневых
колец
Расчёт поршневого
пальца
Расчёт поршневого
кольца
Расчёт на
прочность
шатуна
Расчёт
цилиндров и
рабочих втулок
Расчёт на
прочность
клапана
Определение
основных параметров
топливной
аппаратуры
Система охлаждения
дизеля 6ЧНСП18/22
Гидравлический
расчёт систем
охлаждения
Модель
эрозионно-коррозионных
разрушений
в системах
ййййжидкостного
охлаждения
дизелей
Поведение
экипажа в
чрезвычайных
ситуациях
Поведение
экипажа в
чрезвычайных
ситуациях
Выбор
и обоснование
судна-прототипа
Определение
расчётной цены
двигателя
Расчёт строительной
стоимости судов
Расчёт
затрат на топливо
и энергию
Расчёт
амортизационных
отчислений
Подготовка
дизеля к пуску
после межнавигационного
отстоя фффили
ремонта
Подготовка
системы охлаждения
Подготовка
к пуску дизеля
после кратковременной
стоянки
Классификация
эндоскопов
Осветители
Использование
эндоскопов
Влияние
условий плавания
Выбор
режима работы
главного двигателя
Охрана окружающей
среды при
эксплуатации
дизеля
Диагностирование
состояния
дизеля по
физико-химическим
ррррсвойствам
моторного масла
Регулирование
дизеля
Навигация
Технологический раздел
Модернизация двигателя мощностью 440 квт с целью повышения их технико-экономических показателей
236533
знака
25
таблиц
764
изображения
4. Технологический раздел
4.1. Монтаж двигателей внутреннего сгорания
Современное судно насыщено многообразным и сложным механическим оборудованием, которое различается конструкцией, массой и габаритом, а также требованиями к точности монтажа и надёжности при эксплуатации.
Монтажные операции отличаются большим разнообразием, что обусловлено сложностью механического оборудования – главных двигателей, валопроводов, винторулевых комплексов, трубопроводов и т.д. Подготовку к монтажу механического оборудования осуществляют в цехе, основные операции выполняют на судне в стапельный период постройки и при достройке на плаву.
Монтаж оборудования, изготовление и установка трубопроводов, а также испытания судов имеют значительный удельный вес и в зависимости от типа судна составляют 15–35% трудоёмкости его постройки. Продолжительность цикла монтажных операций ещё большая и составляет 70–80% времени постройки судна. Это объясняется прежде всего сложностью энергетических установок современных судов. Кроме того, при монтаже пока преобладают ручные слесарные операции, которые трудно полностью механизировать.
Главные двигатели относятся к числу механизмов, монтаж которых наиболее сложен ввиду их больших массы и габарита, а также строгой связи с координатами судна.
Конструктивной особенностью двигателя является относительно большая длина и, как правило, малая жесткость остова. Наличие специфичной податливости детали – коленчатого вала, работающего с переменными динамическими нагрузками, вносит в монтаж ряд особых требований:
остов должен оставаться прямолинейным после установки двигателя на судне;
деформации коленчатого вала должны быть минимальными;
шейки вала должны плотно прилегать к рамовым подшипникам;
должна быть обеспечена соосность двигателя и валопровода;
нагрузка на кормовой подшипник двигателя после соединения его с валопроводом не должна превышать допускаемой величины.
Двигатели тронковые поступают на судно в сборе. Монтаж крейцкопфных крупно габаритных дизелей типа ДКРН, РД и других обычно выполняют отдельными блоками и узлами. Общей базой служат теоретическая ось валопровода, представленная плазовыми точками, и разметочные риски на судовом фундаменте, параллельные плоскости мидель-шпангоута. В базовую систему двигателя входят ось коленчатого вала и торцы или поперечные риски на остове, нанесенные по оси кормового цилиндра.
В процессе спуска судна, как правило, наблюдаются деформации двигателя и нарушение соосности с валопроводом. На стапеле обычно выполняют предварительный монтаж на половине всех клиньев с двойным ужесточением допусков по сравнению с требуемым. Окончательный монтаж и контроль отсутствия деформаций двигателя производят на плаву.
При монтаже широко применяют пластмассу ФМВ, сферические подкладки и амортизаторы. Сохранение стендовой сборки достигается применением динамометров для контроля распределения нагрузок от силы тяжести двигателя на его опорный фланец.
Двигатель грузят в блок или корпус судна, устанавливают на подготовленный фундамент и ориентируют относительно неподвижных координат общей базы. Базирование заключается в совмещении оси коленчатого вала двигателя с осью валопровода и кормовых торцов остова с рисками фундамента при одновременном придании остову прямолинейного положения.
Центровка двигателя оптическим методом производится с помощью визирной трубы по двум мишеням, которые материализуют плазовые точки теоретической оси валопровода. Вначале совмещают ось трубы с осью вала двигателя. После этого двигатель центруют по плазовым координатам, перемещая его отжимными приспособлениями.
4.2. Технологический процесс монтажа главного двигателя
Технологический процесс монтажа главного двигателя
| № опе-ра-ций | Наименование и содержание операции | Технологические требования | Оборудование, приспособления, инструмент |
| 000 | Подготовка фундамента Очистить фундаментные поверхности от ржавчины | Очистить опорные поверхности до металлического блеска | Пневматическая шлифовальная машина ШМ 25–50 |
| Проверить наличие разметочных рисок на фундаменте визуально | Установочные риски должны быть нанесены параллельно плоскости мидель-шпангоута | ||
| Проверить установку фундамента относительно теоретической оси валопровода и кормовой поперечной переборки МО | Смещение оси фундамента к оси линии вала не более ±8 мм; отклонение расстояния от опорных поверхностей фундамента до оси линии вала по высоте не более +10 мм, –3 мм; допустимое отклонение расстояния фундамента от поперечной переборки ±10 мм | Шергень, мишени, струна, шланговый уровень, рулетка | |
| Обработать платики | Шероховатость поверхности платика, прилегающей к полке фундамента Rа = 40 мкм | Вертикально-фрезерный станок | |
| Установить и приварить платики к опорной поверхности фундамента | Плоскость опорной поверхности: щуп толщиной 0,05 мм не должен проходить между проверяемой поверхностью и линейкой; разрешается местное прохождение щупа толщиной до 0,1 мм в 2-х местах | Сварочный аппарат, струбцины, поверочная линейка, комплект щупов | |
| 005 | Погрузка двигателя Установить на фундамент деревянные брусья | Брусья деревянные | |
| Снять оборудование, приборы, трубы, установленные в МО и мешающие погрузке | Отверстия на трубопроводах, оборудовании должны быть закрыты заглушками | Технологические заглушки | |
| Установить погрузочное приспособление и погрузить двигатель в МО | Погрузку выполнять такелажниками под руководством мастера монтажного участка | Погрузочное приспособление, кран, стропы, мерная рейка | |
| 010 | Подготовка двигателя к базированию Установить на фланец коленчатого вала маховик (если он снимался) и вал-проставыш | Биение торцевое маховика или вала-проставыша не более 0,05 мм | Таль, ключи гаечные |
| № опе-ра-ций | Наименование и содержание операции | Технологические требования | Оборудование, приспособления, инструмент |
| Установить на фундамент отжимные приспособления, на двигатель – отжимные болты | Сварочный аппарат, отжимные приспособления, домкраты | ||
| Установить на фланец вала-проставыша оптический прибор ППС-11 | Кронштейн для прибора ППС-11, прибор ППС-11 | ||
| 015 | Базирование двигателя Совместить поперечные риски фундаментной рамы двигателя и фундамента | Несовпадение рисок не более ±1 мм | Отжимные приспособления |
| Установить двигатель строго горизонтально | Крен не должен превышать ±1 мм на 1 м ширины остова | Отжимные болты, уровень шланговый | |
| Центровать предварительно двигатель по теоретической оси валопровода оптическим методом | Смещение осей не более 0,7 мм, излом не более 0,15 мм/м | Мишени, отжимные приспособления, оптический прибор ППС-11 | |
| Сверлить отверстия в фундаменте по лапам двигателя | Струбцины, машина сверлильная, сверло | ||
| Проверить раскепы коленчатого вала двигателя | Раскеп устанавливается заводом-изготовителем двигателя | Индикаторный прибор для измерения раскепов | |
| Временно закрепить двигатель на технологических болтах | Ключ гаечный | ||
| 020 | Монтаж валопровода | ||
| 025 | Центровка дизеля Снять технологические болты | Ключ гаечный | |
| Отцентрировать двигатель по оси смонтированного валопровода окончательно по изломам и смещениям осей | Смещение осей не более 0,10 мм, излом не более 0,15 мм/м | Стрелы с индикаторами, отжимные приспособления | |
| 030 | Крепление двигателя на фундаменте | ||
| № опе-ра-ций | Наименование и содержание операции | Технологические требования | Оборудование, приспособления, инструмент |
| Измерить расстояние между опорными поверхностями платиков фундамента и двигателем, подрезать сферические прокладки по месту | Нутромер индикаторный, станок токарный | ||
| Установить сферические прокладки, прихватить прокладки между собой и платиком | Щуп толщиной 0,05 мм не должен проходить между прокладками, лапой двигателя и фундаментом на 0,66 периметра прокладки | Сварочный аппарат, комплект щупов | |
| Сверлить отверстия в фундаменте по лапам двигателя | Струбцины, машина сверлильная, сверло | ||
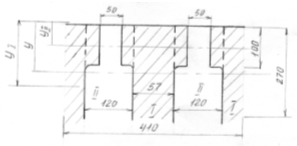
| Развернуть отверстия для призонных болтов | Отверстия с отклонениями Н6 (Н7) | Струбцины, развёртка черновая, развёртка чистовая | |
| Подрезать полки фундамента и лапы двигателя | Шероховатость подрезанных поверхностей Rz 80, глубина подрезки не должна превышать 10% толщины лапы двигателя и полки фундамента | Приспособления для подрезания, зенковки | |
| Установить и закрепить простые и призонные болты. Затяжку крепёжных болтов производить по правилу “крест-накрест” | Посадочные части призонных болтов обработать по фактическим диаметрам развёрнутых отверстий с допусками, обеспечивающими напряжённую посадку по (6) 7 квалитету. Щуп 0,05 мм не должен проходить под гайку и головки простых болтов | Ключ гаечный, динамометрический ключ, комплект щупов | |
| Проверить раскепы коленчатого вала | Раскеп устанавливается заводом-изготовителем двигателя | Индикаторный прибор для измерения раскепов | |
| Маркировать призонные болты и прокладки | |||
| 035 | Контрольная Проверить центровку двигателя с валопроводом после спуска судна на воду | Стрелы индикаторные | |
| Проверить раскепы кривошипов коленчатого вала | Раскеп устанавливается заводом изготовителем двигателя. | Индикаторный прибор для измерения раскепов |
Похожие работы
... массы ковша. Грейфер применяют обычно для разработки грунтов малой плотности (I и II группы) и находящихся под водой. Более плотные грунты предварительно необходимо рыхлить. Производительность одноковшового экскаватора снижается по мере увеличения плотности грунта. Кроме того, она зависит от способа разработки грунта (при работе "на вымет" производительность повышается, при погрузке на ...

... Мощность электродвигателя , кВт, привода дробилки рассчитывается по формуле , (11) где - удельный энергетический показатель дробилки, при дробимом материале известняке [1]; - производительность дробилки, м3/ч; - степень дробления, для роторной дробилки типоразмера 1250´1000 мм [1]; - средневзвешенный диаметр исходного продукта, м; ...
... с короткозамкнутым ротором (КЗР) с характеристиками, не уступающим характеристикам двигателей постоянного тока (ДПТ). 3. СПЕЦИАЛЬНАЯ ЧАСТЬ. 3.1 Требования к электроприводу скребкового конвейера применительно к условиям данного цеха. При проектирование электрооборудования и устройств автоматики следует учесть что, цех РОЦ ...
... : ºС 3.Организационно-экономическая часть 3.1 Сравнительный технико-экономический анализ проектируемого и базового варианта В дипломном проекте решается задача решается задача необходимости модернизации патронного полуавтомата 1П756. Эта необходимость вызвана тем, что базовый вариант станка не соответствует современным требованиям, в частности, по надежности. Модернизация ...
0 комментариев